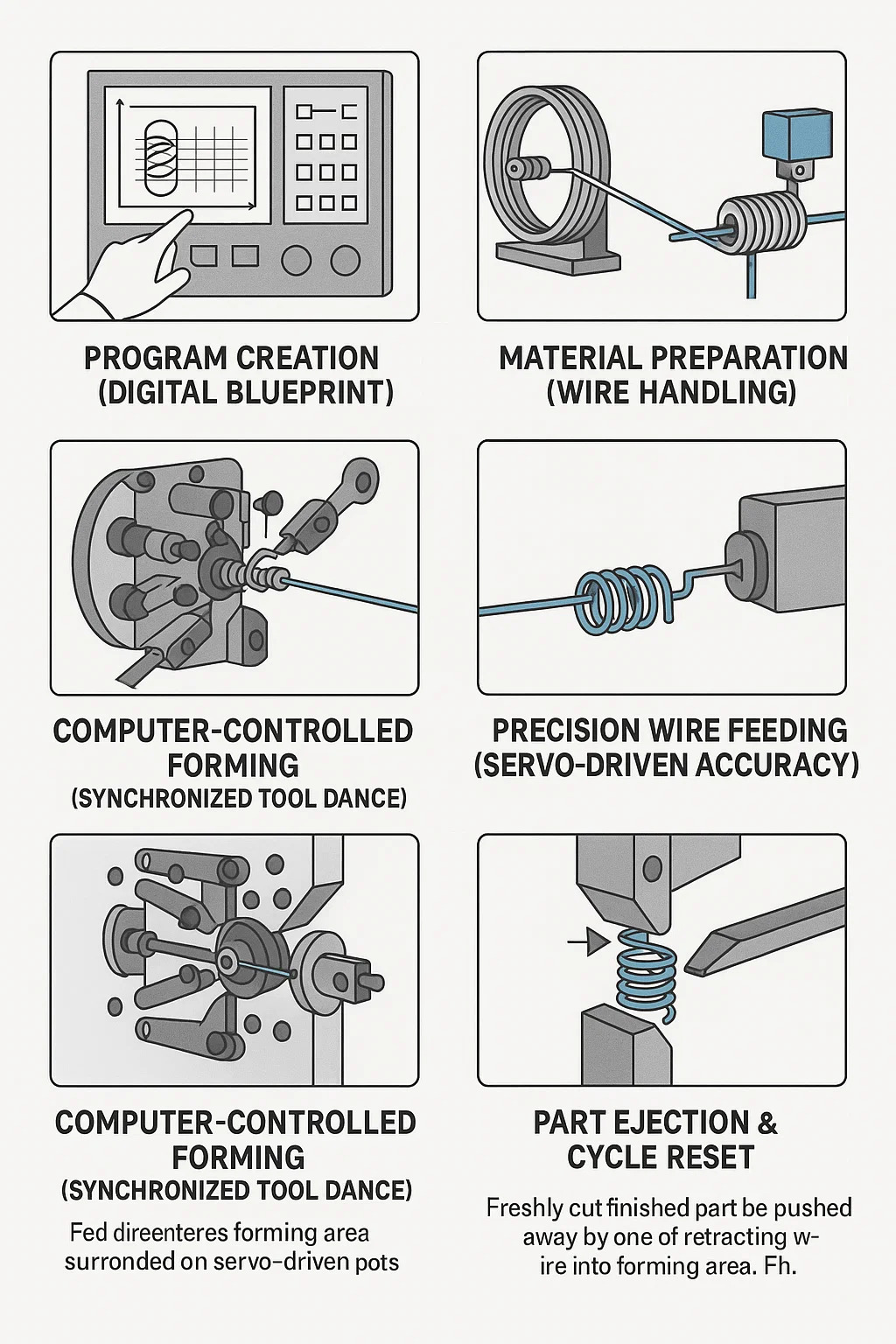
Ecco come a Macchina per molle CNC opera, scomposto nelle sue fasi funzionali essenziali scomposto nelle sue fasi funzionali essenziali:
•Un operatore utilizza un software specializzato sul pannello di controllo del computer della macchina.
•Vengono inserite le specifiche esatte della molla o della forma del filo desiderata: diametro del filo, diametri esterni/interni, numero di spire, passo delle spire (spaziatura), lunghezza libera, configurazioni delle estremità (ganci, anelli, piegature, angoli) e qualsiasi caratteristica speciale.
•Il software converte questi input in un insieme preciso di istruzioni macchina (come il codice G), definendo ogni movimento e azione.
•Una bobina di filo metallico (acciaio, acciaio inossidabile, ottone, ecc.) è montata su una bobina di svolgimento.
•Il filo avanza attraverso una cinghia. Il filo avanza attraverso un'unità di raddrizzatura composta da più rulli. Questi rulli applicano una pressione controllata per rimuovere eventuali curvature o attorcigliamenti dal filo avvolto, garantendo che il filo perfettamente diritto entri nell'area di formatura.
•È possibile applicare lubrificazione al filo per ridurre l'attrito e l'usura dell'utensile.
•Il filo raddrizzato passa tra una coppia di rulli di alimentazione zigrinati.
•Un servomotore dedicato controlla con precisione questi rulli.
•In base al programma, il servomotore fa ruotare i rulli di una quantità esatta, spingendo una lunghezza di filo misurata con precisione in avanti nella zona di formatura. Questa alimentazione controllata determina dimensioni critiche come la lunghezza complessiva della molla e la spaziatura delle spire.
•Il filo alimentato entra nell'area di formatura, circondato da diversi strumenti di formatura mobili, circondato da diversi strumenti di formatura mobili (dita, slitte) montati su montanti servoazionati e posizionati vicino a un mandrino centrale (albero) o perno di formatura.
•Il controller computerizzato della macchina invia comandi ai singoli servomotori che controllano ciascun asse dell'utensile di formatura in modo indipendente e simultaneo.
•Questi servi muovono gli utensili in percorsi complessi e coordinati:
•Gli strumenti scorrono radialmente verso l'interno/esterno per piegare il filo o definire i diametri.
•Gli utensili ruotano per avvolgere il filo attorno al mandrino, formando bobine.
•Gli utensili si muovono assialmente per controllare il passo (distanza tra le bobine) mentre il filo avanza.
•Gli strumenti premono o piegano per creare forme finali come ganci, forme ad occhiello come ganci, occhielli o piegature complesse.
•Più utensili agiscono in rapida sequenza, piegando e modellando progressivamente il filo secondo la geometria programmata. Il computer garantisce tempismo e posizionamento perfetti per ogni movimento dell'utensile rispetto al movimento dell'utensile di alimentazione del filo rispetto alla posizione di avanzamento del filo.
•Una volta che la forma finale è stata completamente formata, il programma attiva un servoasse di taglio dedicato. Il programma attiva un servoasse di taglio dedicato.
•Una lama di taglio in acciaio temprato (a ghigliottina o rotante) si muove con forza contro un'incudine fissa o una controlama.
•Questa azione taglia in modo netto la molla finita o la forma del filo dal filo finale con un tempismo preciso.
•La parte finita appena tagliata viene La parte finita appena tagliata viene generalmente spinta fuori dall'area di formatura da uno strumento retrattile o semplicemente cade per gravità, spesso lungo uno scivolo in un contenitore di raccolta.
•Tutti gli strumenti di formatura si ritirano simultaneamente nelle posizioni iniziali ("home") programmate.
•I rulli di alimentazione fanno avanzare immediatamente la successiva precisa lunghezza di filo.
•L'intero ciclo (L'intero ciclo (passaggi 3-6) si ripete continuamente ad alta velocità.
Codice QR mobile

 Lingua
Lingua  中文简体
中文简体