Il nucleo di realizzazione primaverile : piegare il filo d'acciaio dritto nelle anse o nelle forme desiderate mantenendone l'elasticità.
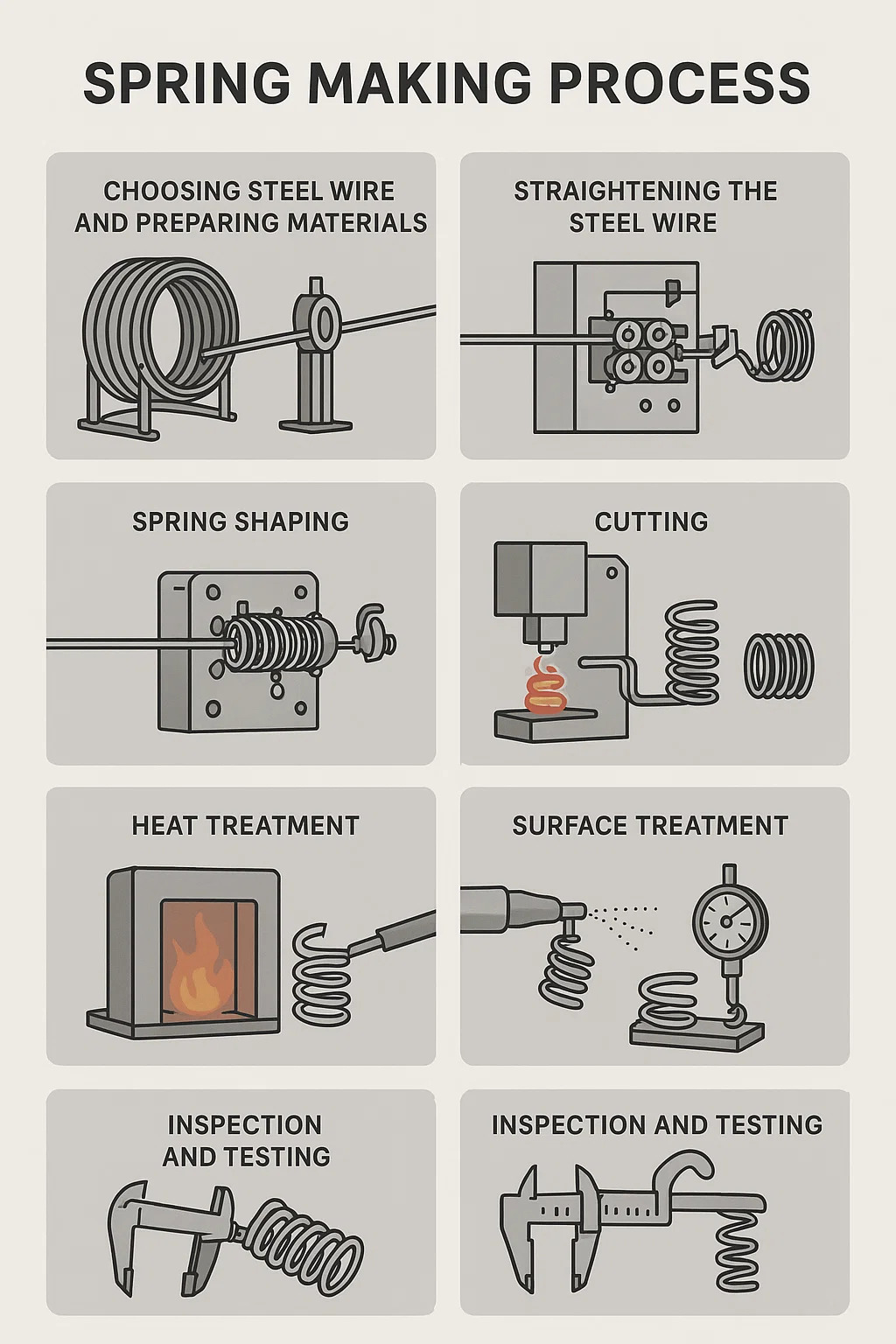
• Innanzitutto è necessario scegliere il filo d'acciaio giusto. Il filo per molle è disponibile in diversi spessori (diametro del filo) e materiali (come acciaio ordinario, acciaio inossidabile, filo armonico, ecc.). La scelta dipende dalla forza che la molla deve sopportare e dall'ambiente in cui verrà utilizzata (ad esempio, se si arrugginirà).
• Il filo d'acciaio acquistato viene solitamente avvolto in un grande rotolo (bobina). Prima di realizzare la molla, questo rotolo di filo deve essere posizionato su una macchina (telaio svolgitore).
• Il filo di acciaio a spirale è piegato e non può essere utilizzato direttamente per realizzare una molla. La macchina farà passare il filo attraverso una serie di rulli raddrizzatori (come se lo passasse attraverso diversi piccoli rulli), pressandolo dritto.
• Questo è il passo più cruciale, compiuto da una macchina a molla specializzata. Esistono molti tipi di macchine per molle, ma il principio è lo stesso: piegare il filo d'acciaio diritto in modo prestabilito.
• Avanzamento del filo: La macchina è dotata di due ruote dentate (ruote di avanzamento) che, come un nastro trasportatore, fanno avanzare ogni volta con precisione una lunghezza di filo. Questa lunghezza determina il numero di spire della molla, la lunghezza totale, ecc.
• Piegatura del filo: nell'area di lavoro della macchina sono presenti diversi strumenti di piegatura mobili (come mignoli o cursori). La macchina controlla questi strumenti:
• Alcuni strumenti avvolgono il filo attorno ad un mandrino (fusibile), formando spirali (la base delle molle di compressione/tensione).
• Alcuni strumenti spingono o piegano il filo in punti specifici per creare piegature, ganci (ganci) o estremità dalla forma speciale (forme finali).
• Alcuni strumenti controllano la distanza tra le spire della spirale (passo).
• Macchine vecchio stile (macchine a camme): si basano su ruote girevoli (camme) appositamente sagomate all'interno per spingere le leve, che a loro volta muovono gli strumenti di piegatura. La regolazione della macchina è complicata; cambiare la forma della molla richiede la sostituzione della camma e una notevole quantità di tempo per la regolazione.
• Macchine di nuovo stile (macchine per molle computerizzate/macchine per molle CNC): questo è il tipo tradizionale ora. L'operatore inserisce le dimensioni della molla (spessore, dimensione della bobina, numero di spire, metodo di piegatura del gancio, ecc.) sullo schermo del computer della macchina e il computer della macchina (controller) ricorda queste istruzioni. Successivamente, diversi piccoli motori (servomotori) all'interno della macchina controllano i rulli trainafilo e ciascun utensile di piegatura, piegando con precisione il filo d'acciaio nella forma desiderata secondo il programma. Vuoi passare a un diverso tipo di molla? Basta selezionare il nuovo programma, cambiare lo strumento e il gioco è fatto rapidamente.
• Una volta formata la forma della molla, la taglierina della macchina (come una piccola ghigliottina) si muove immediatamente, tagliando in modo netto e preciso la molla formata dal filo d'acciaio dietro di essa.
• Il filo d'acciaio appena piegato presenta uno stress interno che lo rende relativamente fragile e privo di elasticità e si rompe facilmente. Per rendere la molla durevole ed elastica, la maggior parte delle molle (specialmente quelle con filo più spesso o requisiti più elevati) richiedono un trattamento termico.
• Riscaldamento: la molla viene posta in una fornace e riscaldata ad una specifica temperatura elevata (appare leggermente rossastra).
• Tempra: la molla viene rapidamente immersa nell'olio o nell'acqua per raffreddare e indurire il filo d'acciaio.
• Rinvenimento: riscaldare nuovamente a una temperatura leggermente inferiore, mantenere per un periodo e quindi raffreddare. Questo passaggio è cruciale; scarica lo stress, conferendo alla molla sia durezza che tenacità (meno soggetta a rotture), con conseguente ottima elasticità. Le molle senza trattamento termico sono soggette a deformazioni o rotture.
• A seconda della destinazione d'uso della molla possono essere necessari diversi trattamenti superficiali:
• Pallinatura/Sabbiatura: l'utilizzo di piccole sfere d'acciaio ad alta velocità per far saltare la superficie della molla rimuove ruggine e bave e inoltre rinforza la superficie (stress da compressione), aumentandone la durata.
• Galvanotecnica/annerimento: placcatura della superficie della molla con zinco, nichel, cromo, ecc. o applicazione di un trattamento di annerimento, principalmente per prevenire la ruggine e migliorare l'aspetto.
• Rivestimento: spruzzatura su vernice o uno strato di plastica per prevenire la ruggine.
• Infine, la molla finita deve essere ispezionata:
• Dimensioni: misurare la lunghezza totale, il diametro esterno, il diametro interno, il diametro del filo, l'angolo del gancio, ecc., per garantire che soddisfino le specifiche.
• Test di elasticità: utilizzare una macchina specializzata per comprimere o allungare la molla per vedere quanta forza è necessaria per comprimerla/allungarla fino alla lunghezza specificata (test di elasticità) e se si romperà quando completamente compressa/allungata (campionamento del test di fatica).
• Ispezione della superficie: verificare la presenza di crepe, graffi gravi, macchie di ruggine, ecc.

TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK12120 TK-12120 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-6160 MACCHINA PER ARROTOLARE MOLLA CNC TK-6160 ...
See Details
TK-6120 MACCHINA PER ARROTOLARE MOLLA CNC TK-6120 ...
See Details
TK-5200 MACCHINA PER AVVOLGIMENTO MOLLA CNC TK-5200 5 ASSI ...
See Details
TK-5160 TK-5160 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See Details
TK-5120 TK-5120 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See DetailsCodice QR mobile

 Language
Language  中文简体
中文简体

