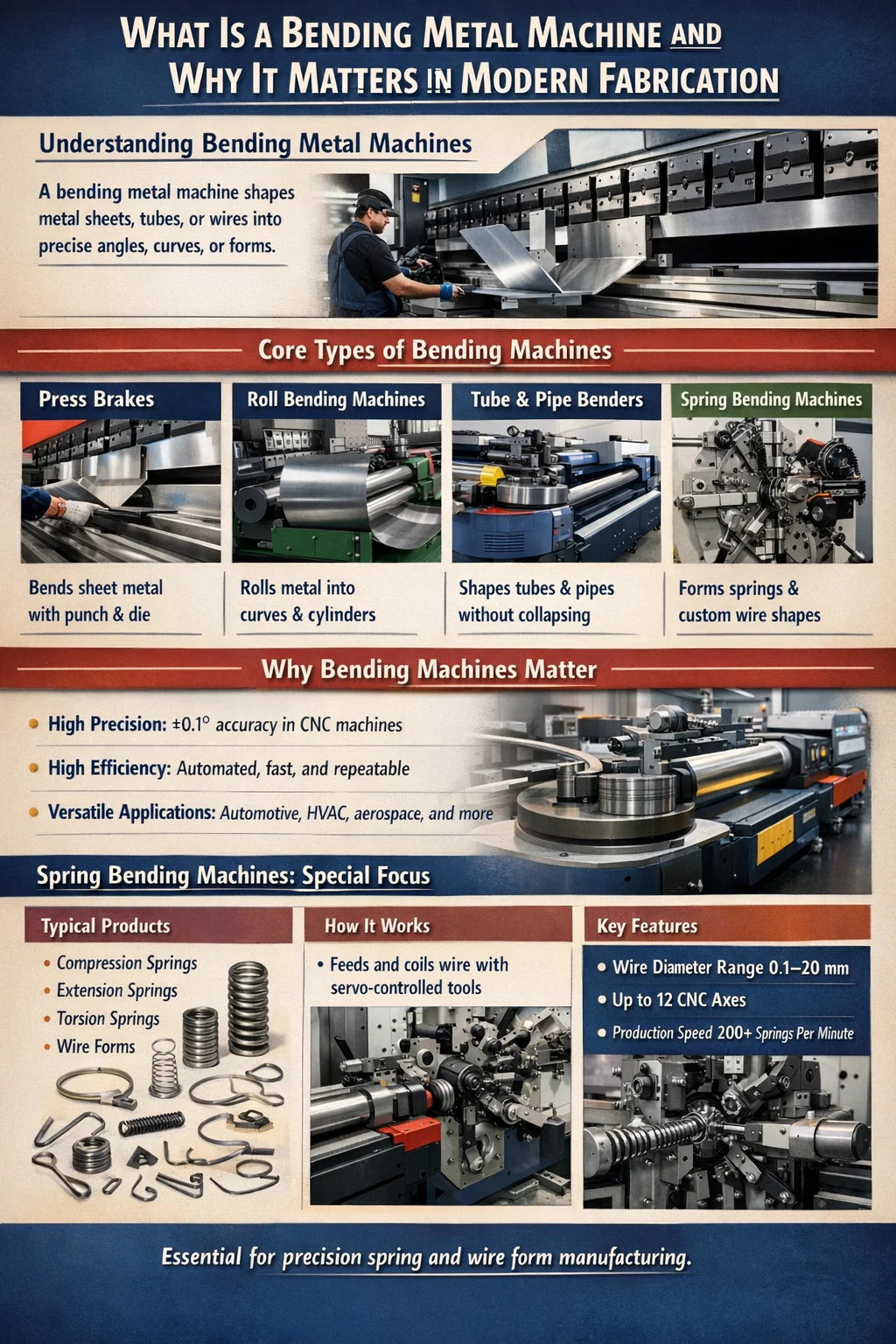
A macchina per piegare i metalli è un'attrezzatura industriale progettata per deformare pezzi metallici - lamiere, barre, tubi o fili - in angoli precisi, curve o forme tridimensionali complesse senza tagliare o saldare. La conclusione fondamentale è semplice: se la tua linea di produzione richiede forme metalliche coerenti e ripetibili su larga scala, una macchina piegatrice dedicata non è un'attrezzatura opzionale: è la spina dorsale del tuo flusso di lavoro. La piegatura manuale introduce errori umani, raggi di piegatura incoerenti e affaticamento dell'operatore; la piegatura meccanizzata li elimina tutti e tre.
Le moderne macchine per la piegatura dei metalli vanno dalle semplici presse piegatrici idrauliche in grado di piegare lamiere di acciaio dolce da 3 mm ai sofisticati sistemi multiasse CNC in grado di eseguire 40 sequenze di piega distinte in un unico ciclo automatizzato. Una pressa piegatrice CNC di fascia media, ad esempio, può raggiungere una ripetibilità angolare di ±0,1°, che è essenzialmente irraggiungibile con il funzionamento manuale. Per staffe automobilistiche, condutture HVAC, strutture di mobili, quadri elettrici e centinaia di altre categorie di prodotti, questo livello di precisione non è un lusso: è un requisito di produzione.
La piegatrice per molle è un sottoinsieme specializzato della più ampia famiglia di piegatrici. Mentre una pressa piegatrice generale si concentra sulla lamiera, a macchina per piegare molle è progettato specificamente per avvolgere, avvolgere e formare fili o barre in molle di compressione, molle di estensione, molle di torsione e forme di filo personalizzate. Questi due tipi di macchine spesso coesistono nella stessa struttura e capire come si completano a vicenda è essenziale per qualsiasi responsabile della produzione che acquista attrezzature.
Il termine "macchina per piegare i metalli" è un ombrello che copre diverse architetture di macchine distinte. La scelta del tipo sbagliato per la propria applicazione comporta una scarsa qualità dei pezzi, un'eccessiva usura degli utensili e spese in conto capitale non necessarie. Di seguito si riporta una ripartizione strutturata delle principali categorie.
La pressa piegatrice è la macchina per la piegatura della lamiera più utilizzata a livello globale. Utilizza un set di punzoni e matrici per applicare una forza localizzata lungo una linea retta, creando una singola piega per corsa. Le presse piegatrici idrauliche dominano le applicazioni pesanti: piegatura di lamiere di acciaio fino a 25 mm di spessore su lunghezze di piegatura di 6 metri o più. Le servopresse elettriche, sempre più popolari dal 2018, offrono un risparmio energetico del 30–50% rispetto alle controparti idrauliche e forniscono tempi di ciclo più rapidi per lavori di spessore sottile (0,5–3 mm). Le presse piegatrici CNC aggiungono il posizionamento programmabile del registro posteriore, la compensazione automatica della bombatura e la sequenza di piegatura in più fasi, riducendo i tempi di impostazione da ore a minuti quando si passa da un programma pezzo all'altro.
Le macchine piegatubi, chiamate anche rulli per piastre o piegatrici per sezioni, utilizzano due o tre rulli azionati per curvare continuamente il metallo in archi, anelli o cilindri. Sono indispensabili per la produzione di recipienti a pressione, produzione di tubi, carpenteria metallica architettonica e fabbricazione di serbatoi. Una macchina simmetrica a tre rulli è lo standard per la produzione di cilindri di grande diametro da lamiera piana. Una macchina a quattro rulli aggiunge un quarto rullo che pre-piega il bordo anteriore, eliminando il punto piatto che rappresenta la classica limitazione dei modelli a tre rulli. A seconda del tonnellaggio della macchina e del diametro del rullo, è possibile ottenere raggi di curvatura che vanno da curve strette da 150 mm ad archi delicati che si estendono per diversi metri.
Le macchine piegatubi piegano sezioni cave (tubi rotondi, quadrati o rettangolari) senza collassare la sezione trasversale. La piegatura a tiraggio rotativo, il metodo più preciso, blocca il tubo contro una matrice e lo fa ruotare attorno a una matrice di piegatura fissa, spesso con un mandrino interno che impedisce il collasso della parete. Questo metodo è standard nei sistemi di scarico automobilistici, nei roll-bar, nei telai delle biciclette e nelle linee idrauliche aerospaziali. Le piegatrici per tubi CNC con teste di utensileria multi-stack possono produrre parti che richiedono più piegature su piani diversi: un singolo componente di scarico automobilistico può avere da 8 a 12 curve distinte programmate in sequenza.
Le macchine per la piegatura dei cavi e le macchine per la piegatura delle molle gestiscono materiali di diametro inferiore, in genere fili da 0,1 mm a 20 mm di diametro, e li modellano in complesse forme di filo bidimensionali o tridimensionali, clip, staffe, ganci e molle. Questa categoria merita una discussione dedicata e verrà trattata in modo approfondito nelle sezioni successive.
| Tipo di macchina | Materialee primario | Tolleranza tipica | Industrie comuni |
|---|---|---|---|
| Pressa piegatrice CNC | Lamiera 0,5–25 mm | ±0,1° | HVAC, elettronica, edilizia |
| Rotolo di piatti | Piastra fino a 100 mm | Diametro ±1–2 mm | Recipienti a pressione, serbatoi |
| Piegatubi CNC | Diametro esterno tubo 6–200 mm | ±0,2° | Automotive, aerospaziale |
| Macchina per piegare molle | Filo 0,1–20 mm | Passo ±0,05 mm | Molle, forme in filo, clips |
A macchina per piegare molle - denominata anche avvolgitrice per molle, formatrice di molle CNC o macchina per la formatura di fili a seconda della configurazione - è una macchina per la piegatura dei metalli altamente specializzata progettata per trasformare materiali di filo in molle e forme di filo ad alta produttività. Comprenderne il principio di funzionamento aiuta a chiarire perché non può essere semplicemente sostituita da una macchina piegatrice per uso generale.
Il filo viene estratto da una bobina o raddrizzato da una bobina e alimentato attraverso rulli di guida di precisione nella zona di formatura. Il meccanismo di alimentazione, in genere un sistema pinch roll servoassistito, controlla la lunghezza del filo erogato con una precisione di ±0,05 mm. Nella zona di formatura, un punto di avvolgimento o uno strumento di formatura devia il filo per creare il diametro della bobina. Lo strumento passo controlla contemporaneamente l'avanzamento assiale della bobina, determinando la lunghezza libera e il passo della molla. Un meccanismo di taglio - una taglierina rotante o un coltello a camma azionato da una camma - separa la molla finita dal filo nel punto programmato.
Sulle macchine piegamolle CNC, ogni asse (lunghezza di avanzamento, posizione del punto di avvolgimento, angolo di inclinazione dell'utensile e tempi di taglio) è servocontrollato e sincronizzato in modo indipendente tramite un controller di movimento centrale. Le macchine di fascia alta di produttori come Wafios, Itaya o Bamatec possono produrre molle di compressione a ritmi superiori 200 pezzi al minuto per filo di piccolo diametro (inferiore a 1 mm), con ripetibilità dimensionale a cui l'avvolgimento manuale a molla non può avvicinarsi.
Il ritorno elastico, ovvero il recupero elastico del metallo dopo la piegatura, è la sfida centrale in tutte le operazioni di piegatura dei metalli, ma è particolarmente critico nella produzione di molle. Poiché le prestazioni funzionali della molla dipendono da precise dimensioni geometriche (lunghezza libera, diametro della spira, passo), qualsiasi ritorno elastico che causa una deviazione dimensionale si traduce direttamente in una molla che non supera le specifiche di carico. Le macchine piegamolle CNC compensano il ritorno elastico in modo algoritmico: il software di controllo piega il filo di una quantità calcolata in modo che, dopo il recupero elastico, la molla finita raggiunga la dimensione target. Questo valore di piegatura eccessiva varia in base al materiale del filo, al diametro, alle condizioni di tempra e al raggio di piegatura e le macchine moderne memorizzano questi valori nelle librerie dei materiali per un rapido cambio di lavoro.
L'acquisto di una macchina piegatubi per metalli, sia essa una pressa piegatrice, una piegatrice per molle o una piegatubi, richiede la valutazione di una serie di parametri tecnici che determinano se la macchina può effettivamente produrre le tue parti. Affidarsi alla descrizione di un venditore senza verificare queste cifre rispetto ai requisiti dei componenti è il modo in cui le aziende si ritrovano con macchine che non possono svolgere il lavoro.
Il materiale da piegare determina la scelta dell'utensileria, i requisiti di tonnellaggio, la compensazione del ritorno elastico e il raggio di piegatura ottenibile. Non tutti i metalli si piegano allo stesso modo e una macchina piegatubi ottimizzata per l'acciaio dolce può produrre risultati completamente diversi - o fallire completamente - quando si tenta di piegare acciaio per molle temprato o titanio.
Il materiale di riferimento predefinito per la piegatura delle macchine metalliche. L'acciaio dolce (resistenza allo snervamento di circa 250 MPa) è tollerante, si piega in modo pulito e ha un ritorno elastico moderato. È il materiale utilizzato nelle valutazioni del tonnellaggio della macchina e nelle raccomandazioni sull'apertura dello stampo. L'acciaio dolce di grado S235 o A36 si piega in modo affidabile fino a un raggio di curvatura interno minimo di 0,5 volte lo spessore del materiale senza fessurarsi.
L'acciaio HSLA (resistenza allo snervamento 350–700 MPa) e i gradi AHSS utilizzati nelle strutture delle carrozzerie automobilistiche richiedono un tonnellaggio significativamente maggiore per essere piegati, spesso Da 2 a 3 volte il tonnellaggio richiesto per uno spessore equivalente di acciaio dolce . Anche il ritorno elastico è proporzionalmente più alto: una piega di 90° nell'acciaio HSLA può richiedere la programmazione del punzone su 84–87° per raggiungere 90° dopo il recupero del ritorno elastico. Anche l'apertura della matrice deve essere più ampia per evitare crepe sulla linea di piegatura.
Gli acciai inossidabili austenitici (304, 316) si incrudiscono durante la piegatura, il che aumenta la resistenza con l'avanzare della piegatura. Richiedono circa il 50% in più di tonnellaggio rispetto all'acciaio dolce dello stesso spessore e presentano un ritorno elastico pronunciato. Le superfici degli utensili devono essere mantenute pulite per evitare che l'acciaio inossidabile raccolga contaminazioni, che causano corrosione durante il servizio.
L'alluminio richiede meno tonnellaggio dell'acciaio ma è più soggetto a segni e crepe sulla superficie se piegato nella direzione delle venature del foglio. La condizione di temperamento è critica: il 5052-H32 si piega facilmente fino a un raggio di spessore 1×, mentre il 6061-T6 con lo stesso spessore può rompersi a meno che il raggio di curvatura non venga aumentato a 3–4× spessore. Le macchine piegatubi per molle che lavorano il filo di alluminio per l'industria elettrica o dell'imballaggio devono utilizzare guide lucidate e strumenti di formatura per evitare danni alla superficie.
L'acciaio per molle, tipicamente acciaio ad alto contenuto di carbonio (0,6-1,0% di carbonio) o acciaio per molle legato come 51CrV4, è il materiale principale per le macchine piegamolle. Questi materiali hanno carichi di snervamento di 1.000–2.000 MPa e un ritorno elastico estremamente elevato. Una macchina piegamolle deve essere in grado di applicare forze di formatura che superano il carico di snervamento del filo, controllando con precisione la deformazione plastica che determina la geometria finale della molla. Il filo armonico (ASTM A228) è il tipo di filo per molle più comune: oltre il 70% delle molle di compressione di precisione sono avvolti da filo armonico o filo trafilato duro a causa della loro costante resistenza alla trazione e qualità della superficie.
| Material | Carico di snervamento (MPa) | Livello del ritorno elastico | minimo Raggio di piegatura | Tonnellaggio vs. acciaio dolce |
|---|---|---|---|---|
| Acciaio dolce (A36) | 250 | Basso | 0,5× t | 1× (riferimento) |
| Acciaio HSLA | 450–700 | Alto | 1,5–2× t | 2–3× |
| 304 inossidabile | 310 | Medio-Alto | 1× t | 1,5× |
| Alluminio 6061-T6 | 276 | Medio | 3–4× t | 0,5× |
| Filo armonico (ASTM A228) | 1.500-2.000 | Molto alto | 0,5–1× d | Solo macchina a molla |
Ogni macchina per la piegatura dei metalli rientra in uno dei tre livelli di controllo: manuale, idraulico/meccanico con controlli di base o CNC completo. Ogni livello ha un profilo costo-capacità distinto e la scelta giusta dipende dal volume di produzione, dalla complessità delle parti e dalle competenze disponibili dell'operatore.
I freni manuali per piegatrici, i freni box e pan azionati manualmente e le macchine avvolgitrici a molla regolate manualmente sono adatti per lavori di prototipazione, produzione di volumi molto bassi (meno di 50 parti per tiratura) o situazioni in cui la varietà delle parti è estremamente elevata e le configurazioni cambiano costantemente. Il loro costo di capitale è basso: un freno per piegatrice manuale in grado di piegare acciaio da 1,2 mm su 1 m può essere acquistato per $ 500-$ 3.000. Il compromesso è la qualità dipendente dall'operatore, la produttività lenta e uno sforzo fisico significativo per gli spessori più pesanti. Nel contesto della produzione di molle, i torni manuali per l'avvolgimento di molle vengono ancora utilizzati per la prototipazione e gli ordini di pezzi singoli personalizzati in cui il tempo di programmazione CNC supererebbe il valore delle parti.
Le presse piegatrici idrauliche con un semplice arresto di profondità e un registro posteriore impostato manualmente rappresentano il cavallo di battaglia delle officine di produzione di piccole e medie dimensioni in tutto il mondo. Queste macchine sono robuste, relativamente semplici da mantenere e capaci di svolgere lavori pesanti. Una pressa piegatrice idraulica da 100 tonnellate e 2,5 m con un registro posteriore di base a 2 assi costa in genere dai 15.000 ai 40.000 dollari a seconda della marca e dell'origine. Sono particolarmente adatti per tirature di volume medio di parti semplici: flange diritte, canali e angoli in acciaio dolce o alluminio dove sono richieste una o due piegature per parte.
Il controllo CNC completo trasforma una macchina piegatrice in una cella di produzione programmabile. Una pressa piegatrice CNC memorizza centinaia di part program, ciascuno dei quali definisce la sequenza di piegatura, le posizioni del registro posteriore, la profondità della corsa del punzone, la correzione della bombatura e i parametri del materiale. Gli operatori selezionano un programma, caricano la parte e la macchina esegue automaticamente l'intera sequenza di piegatura. Il tempo di impostazione per un lavoro ripetuto scende da 45–90 minuti (su una macchina impostata manualmente) a meno di 5 minuti. Per uno stabilimento che utilizza 20-30 codici diversi al giorno, questa riduzione dei tempi non produttivi vale più del sovrapprezzo del sistema CNC su base annua.
Le macchine piegatrici per molle CNC offrono vantaggi analoghi: una volta scritto e qualificato un programma per molle, ogni ciclo di produzione successivo inizia da una buona base nota. Le modifiche ai parametri (diametro della bobina, lunghezza libera, passo) richiedono solo modifiche software anziché aggiustamenti meccanici. I principali controller per macchine per molle CNC di Wafios (Germania) e Itaya (Giappone) includono feedback dimensionale in tempo reale: un sistema di misurazione integrato controlla ogni molla rispetto alle specifiche programmate, scartando automaticamente le parti fuori tolleranza. Il tempo di qualificazione del primo articolo diminuisce del 60-80% rispetto alle macchine avvolgitrici impostate manualmente.
La macchina piegatrice è capace tanto quanto i suoi utensili. Per le presse piegatrici, il set di punzoni e matrici determina il raggio di piegatura minimo, l'angolo di piegatura raggiungibile e lo spessore massimo del materiale. Per le macchine piegamolle, gli utensili di avvolgimento, gli utensili di passo e gli utensili da taglio definiscono le geometrie della molla che possono essere prodotte. L'attrezzatura è un costo ricorrente che deve essere preso in considerazione nel calcolo del costo totale di proprietà.
Gli utensili standard per presse piegatrici in stile europeo (compatibili Trumpf/Wila) sono diventati di fatto lo standard globale, con gli utensili di un produttore che si adattano a macchine di dozzine di altri. I profili dei punzoni vanno dai punzoni ad angolo acuto (30°) per flange strette, ai punzoni a collo di cigno per la piegatura profonda di scatole, ai punzoni per orlatura per pieghe a raggio zero. Le aperture della matrice a V vengono selezionate in base allo spessore del materiale: la regola empirica del settore è apertura a V = 6–10× spessore del materiale per la piegatura in aria. I punzoni e le matrici in acciaio per utensili temprato nelle configurazioni standard durano da 500.000 a 1.000.000 di corse prima di richiedere il ricondizionamento. Gli utensili speciali – rulli per la piegatura del raggio, punzoni sfalsati per flange strette – aggiungono versatilità ma aumentano i costi di inventario degli utensili.
Gli utensili per una macchina piegatubi per molle sono più specifici per l'applicazione rispetto agli utensili per presse piegatrici. I punti di avvolgimento sono tipicamente con punta in carburo di tungsteno per resistere all'abrasione continua del filo ad alta resistenza ad alta velocità. Un punto di avvolgimento può durare 50-200 milioni di cicli prima della sostituzione, ma ciò varia in modo significativo in base alle condizioni della superficie del filo e alla lubrificazione. Anche gli utensili di inclinazione, i tubi guida e gli utensili di taglio sono soggetti ad usura e devono essere controllati a intervalli regolari. Mantenere uno stock di materiali di consumo per utensili, in particolare per molle di produzione in grandi volumi, previene costosi tempi di fermo macchina non pianificati. Il costo di un set completo di utensili per un nuovo profilo di molla su una macchina piegatubi per molle CNC varia da $ 200 a $ 2.000 a seconda della complessità, che è modesto rispetto al costo degli utensili per presse piegatrici per geometrie di parti insolite.
Ogni operazione di piegatura dei metalli incontra problemi di qualità ricorrenti. Identificare la causa principale (macchina, utensileria, materiale o programmazione) è il prerequisito per risolvere il problema. Di seguito sono riportati i difetti più comuni riscontrati nelle operazioni di piegatura e piegatura delle molle, con le relative cause e correzioni.
Sintomo: Una curva a 90° misura 90° al centro ma 92° alle estremità, o viceversa. Causa su una pressa piegatrice: flessione (incurvamento) del telaio della macchina sotto carico, causando una flessione maggiore del centro della base rispetto alle estremità. Correzione: attivare il sistema di bombatura; se la macchina non dispone di bombatura, utilizzare una matrice segmentata con sezioni più spesse al centro o ridurre la lunghezza di piegatura per rimanere entro la capacità di piegatura diritta nominale della macchina. Su una macchina piegamolle, la variazione del passo lungo la lunghezza della molla suggerisce un utensile del passo usurato o un raddrizzamento del filo non uniforme.
Sintomo: le parti piegate con lo stesso programma escono con angoli leggermente diversi, all'interno di un singolo lotto o tra lotti. Causa: variazione delle proprietà del materiale tra bobine o lamiere. Anche il materiale certificato della stessa qualità può variare del ±5–10% in termini di resistenza allo snervamento tra le fasi di produzione. Correzione: la piegatura del fondo (coniatura) invece della piegatura in aria elimina la variazione del ritorno elastico al costo di un tonnellaggio maggiore: il materiale è completamente deformato plasticamente attraverso il suo spessore. Per la piegatura delle molle, questo si manifesta come dispersione della lunghezza libera e viene corretto rafforzando le specifiche del fornitore del filo (intervallo di resistenza alla trazione), migliorando il raddrizzamento del filo e utilizzando la misurazione del feedback a circuito chiuso per regolare i parametri di formatura in tempo reale.
Sintomo: La superficie esterna della piega sviluppa microfessure o fratture visibili. Cause: raggio di curvatura troppo stretto per il materiale, piegatura contro la direzione delle venature del materiale (direzione di laminazione) o utilizzo di materiale indurito con duttilità insufficiente. Correzione: aumentare il raggio di curvatura interno (minimo 1× spessore del materiale per la maggior parte degli acciai in direzione trasversale, 2× in direzione longitudinale per le leghe più dure). Per la lamiera, orientare le parti in modo che la linea di piegatura sia perpendicolare alla direzione di laminazione. Per il filo per molle, la fessurazione indica difetti superficiali del filo o un raggio di avvolgimento inferiore al minimo per quel diametro e temperamento del filo.
Sintomo: la lunghezza libera della molla inizia da quella nominale e aumenta o diminuisce gradualmente nel corso di un ciclo di produzione senza modifiche al programma. Causa: dilatazione termica dei rulli di alimentazione o degli utensili di formatura della macchina dovuta al riscaldamento della macchina dall'avvio a freddo, oppure usura progressiva del punto di avvolgimento che modifica il raggio di avvolgimento effettivo. Correzione: attendere un periodo di riscaldamento di 15–20 minuti prima della misurazione della produzione; monitorare e registrare la lunghezza libera su un grafico di controllo statistico del processo durante tutta la corsa; stabilire intervalli di cambio utensile basati sulla deriva della lunghezza misurata anziché su intervalli di tempo arbitrari.
Comprendere quali settori dipendono maggiormente dalle macchine per la piegatura dei metalli aiuta a contestualizzare la portata di questa categoria di apparecchiature e la posta in gioco nella selezione e nella manutenzione delle macchine.
Un singolo veicolo passeggeri contiene una stima Da 100 a 200 singoli componenti a molla - molle delle valvole, molle delle sospensioni, molle dei sedili, molle di ritorno dei freni, molle della frizione e dozzine di fermagli e fermi. Ognuno di questi è prodotto su una macchina piegamolle. Le macchine per la piegatura della lamiera producono rinforzi della carrozzeria, staffe, scudi termici ed elementi strutturali. I requisiti di tolleranza dell'industria automobilistica, combinati con i volumi di produzione misurati in milioni di unità all'anno, rendono essenziali le macchine piegatrici CNC con misurazione in-process e controllo statistico del processo.
Le applicazioni aerospaziali richiedono tracciabilità e certificazione in ogni fase della produzione. Le macchine piegatrici CNC negli impianti aerospaziali devono mantenere tracce di controllo complete, registrando quale programma è stato utilizzato, quali erano i parametri della macchina e quali erano le dimensioni misurate di ciascuna parte. Il titanio, l'Inconel e le leghe di alluminio-litio presentano sfide di flessione estreme: il ritorno elastico del titanio lo è circa il doppio di quello dell'acciaio a spessore equivalente, richiedendo una sofisticata compensazione della piegatura eccessiva. Le macchine piegamolle nel settore aerospaziale producono molle per carrelli di atterraggio, molle per sedili di espulsione e molle di ritorno dei cavi di controllo secondo specifiche di carico precise verificate mediante test di carico obbligatori.
L'industria elettronica utilizza macchine piegatrici per produrre molle di contatto per connettori, contatti di batterie, molle per interruttori e fermi per cavi in materiali che vanno dal bronzo fosforoso e rame berillio all'acciaio inossidabile. Queste parti sono spesso estremamente piccole (diametri di filo compresi tra 0,1 e 0,5 mm sono comuni) e richiedono velocità di produzione di diverse centinaia di pezzi al minuto con tolleranze dimensionali di ±0,02 mm. Le macchine piegatrici per lamiera producono involucri, chassis e staffe dissipatori di calore per apparecchiature elettroniche in alluminio e acciaio.
Le presse piegatrici e le piegatrici dominano l'edilizia e la fabbricazione di metalli HVAC, producendo condutture, scossaline, pannelli di fascia, staffe strutturali, angolari di architrave e involucri di apparecchiature in acciaio zincato, alluminio e lamiera di acciaio inossidabile. Un'officina di lamiera che serve il settore HVAC può utilizzare da 3 a 8 presse piegatrici di varie capacità per gestire materiali di diverso calibro e dimensioni delle parti. La produttività in queste officine viene misurata in metri lineari di profilo piegato per turno: ciò che può produrre un'operazione di pressa piegatrice CNC ben gestita Da 2.000 a 4.000 metri lineari di prodotto piegato per turno di 8 ore , a seconda della complessità e del materiale della parte.
Le molle mediche e le forme dei fili (fili guida per cateteri, molle a clip chirurgiche, molle per il fissaggio degli impianti e componenti di apparecchiature diagnostiche) sono prodotte su macchine piegatrici di precisione per molle secondo specifiche di livello biomedico. I materiali in questo settore includono acciaio inossidabile 316L, nitinol (lega a memoria di forma di nichel-titanio) e titanio. La formatura del filo di nitinol su una macchina piegatubi per molle è particolarmente impegnativa: il comportamento superelastico del materiale implica che i modelli di ritorno elastico standard non si applicano e i percorsi utensile devono essere sviluppati empiricamente per la geometria di ciascuna parte.
L'approvvigionamento di una macchina per la piegatura dei metalli, in particolare una macchina per la piegatura delle molle, richiede una maggiore due diligence rispetto all'acquisto della maggior parte dei beni strumentali perché la capacità della macchina è altamente specifica per l'applicazione e le differenze di prestazioni tra i fornitori sono significative. La seguente lista di controllo si applica indipendentemente dal fatto che tu stia acquistando un prodotto nuovo, ricondizionato o usato.
Un fornitore che può eseguire i tuoi campioni reali sulla propria macchina dimostrativa e mostrarti i risultati dell'ispezione del primo articolo è infinitamente più prezioso di uno che fornisce solo le schede tecniche. Insistere su una dimostrazione della macchina con il filo o il materiale in fogli prima di impegnarsi in un acquisto. Chiedi referenze ai clienti del tuo settore e contattali. Chiedi specificamente informazioni sulla precisione nel tempo (non solo sulle prestazioni predefinite), sulla disponibilità dei pezzi di ricambio e sulla reattività del supporto tecnico quando la macchina si ferma durante la produzione.
Il prezzo di acquisto di una macchina per la piegatura dei metalli rappresenta in genere il 40-60% del costo totale di proprietà per una vita operativa di 10 anni. Il saldo comprende attrezzature ($ 5.000–$ 50.000 per tutta la vita della macchina per una pressa piegatrice), manutenzione e pezzi di ricambio (budget pari al 2–4% del prezzo di acquisto annuo), consumo di energia (una pressa piegatrice idraulica da 80 tonnellate consuma circa 7,5 kW; una servo macchina elettrica equivalente consuma in media 1,5–2 kW) e formazione degli operatori. Per una macchina per piegare molle, aggiungere il costo degli scarti di filo durante l'installazione: un lavoro di formatura di molle scarsamente programmato su una macchina CNC può consumare 5-15 kg di filo prima di ottenere un buon campione, che a $ 3-$ 8/kg per filo armonico rappresenta $ 15-$ 120 in perdita di materia prima per installazione.
Una pressa piegatrice usata di un produttore rispettabile - AMADA, Trumpf, Bystronic, LVD - può fornire l'80-90% della capacità di una nuova macchina al 30-50% del prezzo di acquisto, a condizione che la macchina sia stata adeguatamente mantenuta e che il controller CNC e il sistema idraulico siano in buone condizioni. I punti chiave di ispezione includono il parallelismo del pistone (controllare con un livello di precisione attraverso il pistone in più posizioni), l'accuratezza del posizionamento del registro posteriore (verificare con un programma di test che esegue 20 cicli di posizionamento consecutivi e misurando la variazione) e le condizioni dell'olio idraulico e la stabilità della pressione del sistema. Per le macchine piegamolle usate, ispezionare l'usura degli utensili di avvolgimento, le condizioni del rullo di alimentazione e verificare che il sistema di controllo possa comunicare con il software di programmazione corrente: i controller proprietari obsoleti possono rendere una macchina effettivamente inutilizzabile se il software non è più supportato.
Le presse piegatrici e le macchine piegatrici per molle sono tra le macchine utensili più soggette a infortuni nella lavorazione dei metalli. La pressa piegatrice, in particolare, ha una lunga storia di lesioni alle mani e alle dita causate dalla chiusura rapida del punzone e della matrice. I moderni standard di sicurezza hanno ridotto significativamente il tasso di infortuni, ma la conformità richiede la comprensione degli specifici sistemi di sicurezza coinvolti.
Le macchine piegamolle presentano un diverso profilo di infortuni: il rischio principale è rappresentato dalle estremità del filo volate durante l'avvolgimento, in particolare quando si verifica una rottura o un'alimentazione errata del filo ad alta velocità di produzione. Le estremità dei cavi a una velocità di 150–200 m/min possono causare gravi lacerazioni. I requisiti minimi di sicurezza sono protezioni recintate attorno alla zona di formatura, DPI obbligatori (occhiali di sicurezza e guanti antitaglio) e sistemi di arresto automatico attivati da sensori di rottura del filo. Le macchine per la piegatura delle molle non devono mai essere utilizzate con le protezioni rimosse, anche durante l'installazione e la regolazione: una pratica che aumenta notevolmente il rischio di infortuni ed è una delle principali cause degli infortuni che si verificano negli impianti di produzione di molle.

TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
Vedi dettagli
TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
Vedi dettagli
TK12120 TK-12120 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
Vedi dettagli
TK-6160 MACCHINA PER ARROTOLARE MOLLA CNC TK-6160 ...
Vedi dettagli
TK-6120 MACCHINA PER ARROTOLARE MOLLA CNC TK-6120 ...
Vedi dettagli
TK-5200 MACCHINA PER AVVOLGIMENTO MOLLA CNC TK-5200 5 ASSI ...
Vedi dettagli
TK-5160 TK-5160 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
Vedi dettagli
TK-5120 TK-5120 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
Vedi dettagliCodice QR mobile

 Lingua
Lingua 

