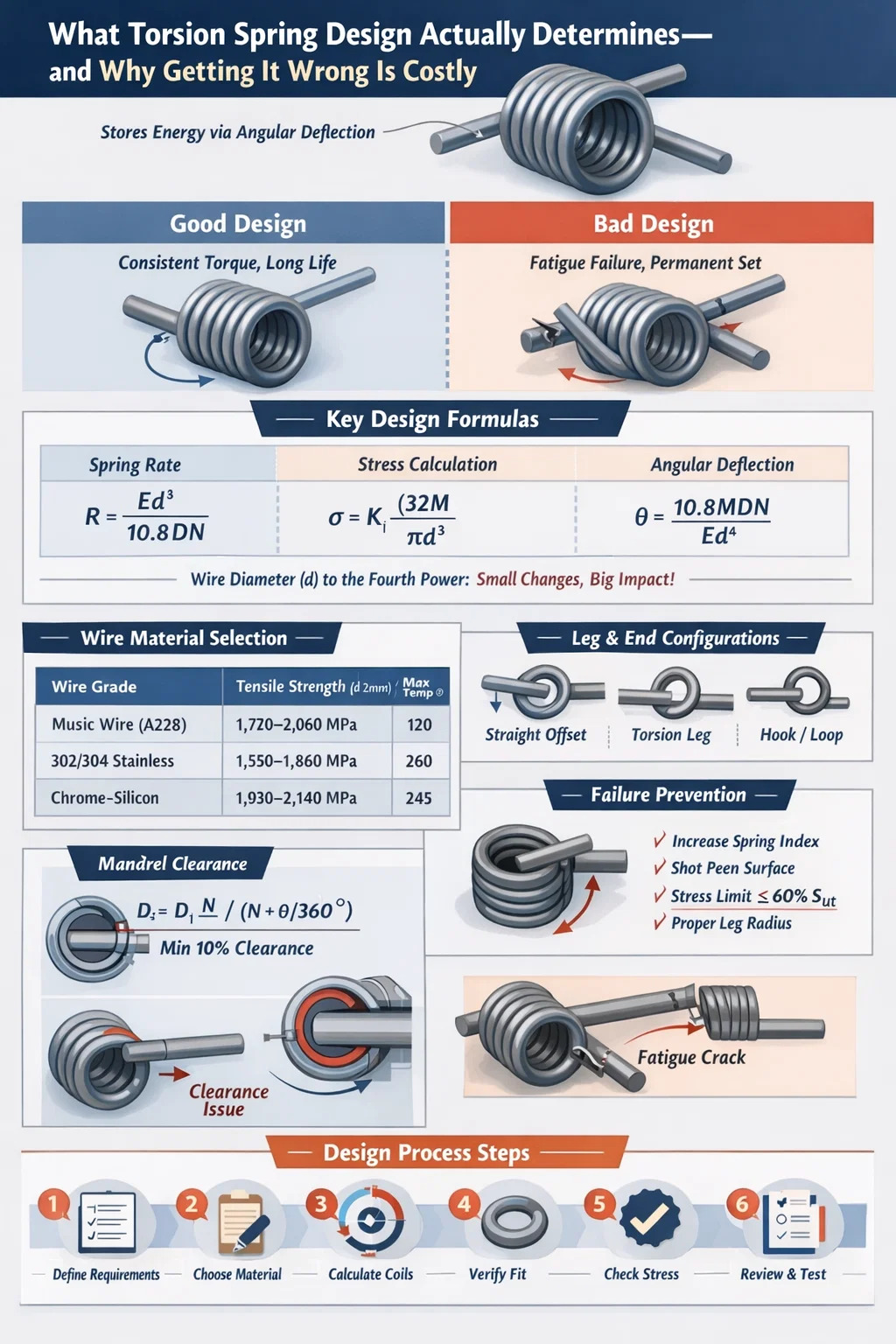
La progettazione della molla a torsione è il processo di specifica della geometria, del materiale, delle caratteristiche di carico e delle tolleranze di produzione di una molla che immagazzina energia attraverso la deflessione angolare anziché la compressione o estensione lineare. Se scegli il design corretto, la molla fornirà una coppia costante per migliaia o milioni di cicli. Se sbagli, andrai incontro a guasti prematuri per fatica, set permanenti o curve di coppia imprevedibili che distruggono il meccanismo a valle.
L'output di progettazione più critico è il file rigidità della molla (coppia per grado di rotazione) , tipicamente espresso in N·mm/° o lb·in/°. Ogni altro parametro (diametro del filo, diametro della bobina, numero di bobine attive, geometria delle gambe, configurazione finale) contribuisce a quel numero. Una macchina per molle di torsione può produrre solo ciò che specifica il progetto, quindi la precisione nella fase di progettazione elimina costose rilavorazioni in fase di produzione.
Questo articolo illustra l'intero processo di progettazione: dalle equazioni fondamentali e dalla selezione dei materiali ai vincoli di produzione imposti dalle macchine con molle di torsione, dalle modalità di guasto comuni e dalle strategie pratiche di tolleranza utilizzate nella produzione in grandi volumi.
La progettazione della molla di torsione si basa su una serie di equazioni meccaniche consolidate. Comprenderli non è facoltativo: determinano se la molla sopravvive alla sua vita operativa o si guasta nelle prime migliaia di cicli.
La rigidità angolare della molla R è calcolata come:
R = Ed⁴ / (10,8 D N)
Dove E è il modulo di elasticità (MPa), d è il diametro del filo (mm), D è il diametro medio della spira (mm) e N è il numero di spire attive. Per filo di acciaio al carbonio trafilato duro, E ≈ 196.500 MPa; per acciaio inossidabile 302/304, E ≈ 193.000 MPa; per cromo-silicio (SAE 9254), E ≈ 201.000 MPa.
Si noti che il diametro del filo viene visualizzato alla quarta potenza. Aumentando d solo del 10% si aumenta la rigidità della molla di circa il 46%. Questo è il motivo per cui il diametro del filo è la variabile più sensibile in qualsiasi progetto di molla a torsione: una piccola deviazione di tolleranza ha un effetto enorme sulla rigidità finale della molla.
Lo sforzo di flessione nel filo di una molla a torsione è:
σ = K_i × (32M) / (πd³)
Dove M è il momento applicato (N·mm), d è il diametro del filo e K_i è il fattore di correzione della sollecitazione della fibra interna (chiamato anche fattore Wahl per le molle a torsione). K_i tiene conto degli effetti di curvatura ed è definito come:
K_i = (4C² - C - 1) / (4C(C - 1))
Dove C è l'indice della molla = D/d. Per un indice della molla pari a 6 (un valore comune), K_i ≈ 1,24. Per una bobina stretta con C = 4, K_i sale a circa 1,40. Ciò significa che una molla a spirale stretta subisce una sollecitazione maggiore del 13% sulla fibra interna per lo stesso momento applicato: una differenza significativa quando la durata a fatica è il vincolo di progettazione.
La deflessione angolare totale θ (in gradi) è:
θ = 10,8 M D N / (E d⁴)
Questa equazione è l'inverso della formula della rigidità della molla. Ti dice di quanto ruota la molla per una determinata coppia applicata. In applicazioni come le cerniere delle portiere o gli alzacristalli delle automobili, conoscere l'esatto angolo di deflessione a ciascun livello di coppia è fondamentale per l'assemblaggio del meccanismo.
Una caratteristica unica delle molle a torsione: il diametro della bobina cambia quando la molla si avvolge o si svolge. Quando si avvolge nella direzione di chiusura (le spire si stringono), il diametro medio diminuisce. Il nuovo diametro medio D₂ è:
D₂ = D₁ N / (Nθ/360°)
Per una molla con 8 spire attive che ruotano di 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ — una riduzione del 3%. Se la molla opera su mandrino, il progettista deve verificare che D₂ offra ancora un gioco adeguato; l'interferenza alla massima deflessione provoca picchi di coppia catastrofici e guasti prematuri. La pratica di progettazione standard è quella di mantenere almeno Gioco del 10% tra il diametro interno della bobina deviata e il diametro esterno del mandrino .
La scelta del materiale è inseparabile dal design della molla di torsione. Il filo deve fornire la resistenza alla trazione, il limite di fatica e la resistenza alla corrosione richiesti nell'intero intervallo di temperature operative, pur rimanendo compatibile con le capacità di formatura della macchina per molle di torsione.
| Grado del filo | Resistenza alla trazione (d=2mm) | Temperatura massima (°C) | Uso tipico |
|---|---|---|---|
| Trafilato duro (ASTM A227) | 1.380–1.650 MPa | 120 | Uso generale, carichi statici |
| Filo armonico (ASTM A228) | 1.720–2.060 MPa | 120 | Fatica ad alto numero di cicli, precisione |
| Acciaio inossidabile 302/304 (ASTM A313) | 1.550–1.860 MPa | 260 | Ambienti corrosivi |
| Acciaio inossidabile 316 (ASTM A313) | 1.480–1.790 MPa | 315 | Esposizione marina e chimica |
| Cromo-silicio (SAE 9254) | 1.930–2.140 MPa | 245 | Stress elevato, temperatura elevata |
| Inconel 718 | 1.240–1.380 MPa | 600 | Aerospaziale, turbine a gas |
Per la maggior parte delle applicazioni industriali (cerniere, serrature, retrattori e connettori elettrici) music wire (ASTM A228) è la scelta predefinita . Its high tensile strength and consistent surface quality support fatigue lives exceeding 500,000 cycles at stress levels up to 70% of the ultimate tensile strength. Il filo trafilato duro costa il 10-15% in meno ma ha una finitura superficiale più ruvida e una maggiore variabilità della resistenza alla trazione, che lo rendono più adatto per applicazioni statiche o a basso ciclo.
Il filo di cromo-silicio, sebbene più costoso, è la scelta standard per le molle delle valvole automobilistiche e le molle di ritorno dei freni dove le temperature di esercizio raggiungono i 200–240°C e il rilassamento delle sollecitazioni deve essere ridotto al minimo. È anche più impegnativo per la macchina con molle di torsione perché la sua maggiore durezza accelera l'usura degli utensili, un fattore da discutere con il produttore durante la revisione del progetto.
Il bronzo fosforoso e il rame al berillio compaiono nelle molle dei connettori elettrici dove la conduttività è importante insieme alle prestazioni meccaniche. Il rame al berillio in particolare, sebbene costoso, raggiunge una resistenza alla trazione che si avvicina a 1.400 MPa e mantiene un'eccellente resistenza all'indurimento, rendendolo adatto per strumenti di precisione con strette tolleranze di coppia per una durata di servizio prolungata.
La configurazione finale di una molla di torsione – come sono modellate le gambe, dove entrano in contatto con le parti accoppiate e quale geometria seguono – influenza direttamente tre cose: il numero effettivo di spire attive, la concentrazione di stress nella giunzione gamba-corpo e ciò che la macchina della molla di torsione può realisticamente formare.
Il numero effettivo di bobine attive N_a include un contributo dalle gambe. Per le gambe dritte, l'approssimazione standard aggiunge L/(3πD) al conteggio delle spire del corpo, dove L è la lunghezza totale di entrambe le gambe. Per una molla con un diametro medio della spira di 20 mm e due gambe da 30 mm, ciò aggiunge circa 30/(3π×20) ≈ 0,16 spire: una correzione piccola ma non banale quando sono richieste tolleranze strette sulla rigidità della molla (±5% o migliori).
Ignorare questa correzione porta a errori sistematici di rigidità della molla che diventano evidenti durante l'ispezione del primo articolo, richiedendo regolazioni del conteggio delle bobine e tempo aggiuntivo per l'impostazione della macchina per molle di torsione CNC.
Una macchina per molle di torsione, in particolare una macchina avvolgitrice CNC con capacità di molla di torsione, forma il filo piegandolo attorno a un mandrino di avvolgimento e contemporaneamente modellando le gambe e le caratteristiche finali. Capire cosa può e non può fare la macchina è essenziale in fase di progettazione, prima del taglio degli utensili.
Le macchine per molle di torsione CNC standard gestiscono diametri di filo da circa 0,10 mm a 16 mm, a seconda della classe della macchina. Gli avvolgitori CNC entry-level coprono 0,3–3,5 mm; le macchine industriali pesanti gestiscono fili da 3–16 mm. L'indice della molla (D/d) è praticamente limitato tra 4 e 16 per la maggior parte dei cicli di produzione:
Il punto debole per la produzione di macchine per molle di torsione è Da C = 6 a C = 12 , dove le forze di formatura sono gestibili, l'usura degli utensili è prevedibile e le tolleranze dimensionali sono ottenibili a velocità di produzione elevate.
Le moderne macchine a molle di torsione CNC, come quelle di Wafios, Numalliance o Simplex, funzionano con da 4 a 8 assi controllati. Le funzionalità principali includono:
L'angolo libero, ovvero l'angolo tra le due gambe nello stato scarico, è uno dei parametri più difficili da controllare. La tolleranza dell'angolo libero compresa tra ±3° e ±5° è la capacità di produzione standard; Da ±1° a ±2° è ottenibile con macchine CNC per molle di torsione di alta qualità e qualificazione del processo, ma a un costo per pezzo più elevato. I progettisti dovrebbero specificare la tolleranza più stretta di cui hanno effettivamente bisogno, non la più stretta che ritengono possibile: una specifica eccessiva della tolleranza dell'angolo libero può raddoppiare o triplicare il costo della parte senza migliorare la funzionalità del prodotto.
Dopo la formatura, le molle a torsione realizzate con filo pre-indurito (filo armonico, trafilato duro, inossidabile) vengono sottoposte a una cottura di distensione a bassa temperatura, in genere 175–230°C per 20–30 minuti. Ciò riduce le sollecitazioni residue indotte durante l'avvolgimento, stabilizza l'angolo libero e riduce la messa in servizio. Le molle al cromo-silicio e al cromo-vanadio sono formate da filo ricotto e poi bonificate in olio e rinvenute fino alla durezza finale dopo l'avvolgimento, il che offre un maggiore controllo sulle proprietà del materiale ma richiede fasi di processo aggiuntive sulla linea di macchine per molle di torsione.
La pallinatura, applicata dopo il trattamento termico, induce tensioni residue di compressione sulla superficie del filo, innalzando il limite di fatica a fatica 20–30% per molle funzionanti a flessione inversa. Per le molle a torsione in applicazioni ad alto numero di cicli (oltre 500.000 cicli), la pallinatura è quasi sempre specificata nonostante aggiunga il 15-25% al costo del pezzo, perché l'alternativa - rottura per fatica sul campo - è molto più costosa.
La rottura per fatica è la modalità di rottura dominante per le molle a torsione sotto carico ciclico. Inizia sulla superficie interna della bobina (dove lo stress di flessione è massimo a causa della curvatura) o sulla giunzione gamba-corpo (un punto di concentrazione dello stress). Per prevedere la vita a fatica è necessario comprendere sia l'ampiezza dello stress che lo stress medio.
Il criterio di Goodman modificato mette in relazione l'ampiezza della sollecitazione ammissibile σ_a con la sollecitazione media σ_m:
σ_a / S_e σ_m / S_ut = 1
Dove S_e è il limite di fatica e S_ut è il carico di rottura a trazione. Per il filo armonico, S_e ≈ 0,45 × S_ut per campioni lucidati. I fattori di correzione della finitura superficiale riducono questo valore a circa 0,35–0,38 × S_ut per fili di produzione con qualità superficiale standard.
La parabola di Gerber viene talvolta utilizzata come alternativa alla linea di Goodman perché si adatta più fedelmente ai dati empirici di fatica della molla a livelli medi di sollecitazione elevati. Tuttavia, Goodman rimane più conservatore ed è preferito per le applicazioni critiche per la sicurezza.
Nella progettazione pratica delle molle a torsione, i seguenti obiettivi del rapporto di sollecitazione forniscono prestazioni di fatica affidabili:
Questi obiettivi devono essere calcolati utilizzando la formula corretta per lo stress con il fattore Wahl. L'applicazione dell'equazione della sollecitazione di flessione nominale senza correzione della curvatura sottostima la sollecitazione effettiva del filo del 15-35% a seconda dell'indice della molla: un errore potenzialmente catastrofico nella progettazione ad alto ciclo.
Le molle di torsione sotto carico sostenuto possono mostrare un set permanente, ovvero una variazione permanente dell'angolo libero nel tempo a causa dello scorrimento del materiale del filo. La presa permanente dipende dalla temperatura e diventa significativa sopra i 100°C per il filo di acciaio al carbonio. La massima sollecitazione sostenuta consentita per limitare l'impostazione a meno del 2% su 1.000 ore a temperatura ambiente è circa il 65% di S_ut per il filo armonico e il 70% per il cromo-silicio.
Per le applicazioni in cui la molla è mantenuta in posizione compressa (come in molti meccanismi automobilistici ed elettrodomestici), il progettista deve verificare che lo stress sostenuto alla massima deflessione non superi questi limiti. In caso contrario, si verifica un decadimento della coppia nel corso della vita utile del prodotto: un reclamo comune sul campo che risale direttamente alla supervisione della progettazione della molla di torsione.
Specificare le tolleranze sul disegno di una molla di torsione è il punto in cui il giudizio ingegneristico si interseca con i costi di produzione. Ogni tolleranza più stretta rispetto alla capacità di produzione standard richiede controlli di processo aggiuntivi, una maggiore frequenza di ispezione o tempi di ciclo della macchina per molle di torsione più lenti, tutti fattori che aggiungono costi.
| Parametro | Tolleranza standard | Tolleranza stretta (costo premium) |
|---|---|---|
| Diametro del filo | Secondo lo standard ASTM sui cavi (tipicamente ±1–2%) | ±0,5% (richiede un lotto di cavi certificato) |
| Diametro medio della bobina | ±2–3% | ±1% |
| Numero di bobine | ±0,25 bobine | ±0,1 bobine |
| Angolo libero | ±5° | ±2° |
| Tasso di primavera | ±10% | ±5% |
| Coppia all'angolo di prova | ±10% | ±5% |
| Lunghezza della gamba | ±1,0 mm | ±0,5 mm |
| Lunghezza corpo (bobina chiusa) | ±0,5 mm | ±0,2 mm |
La tolleranza più importante da specificare correttamente è la coppia ad un angolo di prova definito, non la rigidità della molla isolatamente. Una tolleranza di coppia ad un angolo specifico è più direttamente collegata alla funzione del prodotto: indica al produttore esattamente cosa deve fornire la molla nel punto della sua corsa importante per l'assemblaggio. La velocità della molla da sola non racconta la storia se l'angolo libero varia.
Un approccio comune ed efficace consiste nel specificare: (1) coppia all'angolo di lavoro minimo, (2) coppia all'angolo di lavoro massimo e (3) angolo libero con un'ampia tolleranza. Questa specifica funzionale offre all'operatore della macchina per molle di torsione la massima libertà di ottimizzare il processo di formatura garantendo al contempo il corretto funzionamento della molla nell'assemblaggio.
Il disegno di una molla di torsione dovrebbe sempre specificare:
Omettere la direzione del vento da un disegno è uno degli errori più comuni e costosi nell'approvvigionamento di molle di torsione. Una molla di torsione destra avvolta nella direzione di chiusura genera una coppia crescente mentre si chiude: se il gruppo richiede una coppia di chiusura da una molla sinistra, il meccanismo funzionerà al contrario o non funzionerà affatto.
Comprendere le modalità di guasto non è un'ingegneria post mortem: è un input di progettazione. Ciascuna modalità di guasto si associa a specifiche decisioni di progettazione che possono prevenirla o mitigarla.
La massima sollecitazione di flessione in una molla di torsione si verifica nella fibra interna di ciascuna bobina a causa dell'effetto di curvatura (catturato dal fattore Wahl). Qui iniziano le cricche da fatica che si propagano trasversalmente al diametro del filo, provocando una frattura improvvisa. Strategie di prevenzione:
L'impostazione si manifesta come una riduzione dell'angolo libero nel tempo, riducendo la coppia erogata nell'angolo di lavoro. La causa principale è lo stress prolungato che supera il limite elastico del materiale alla temperatura operativa. Prevenzione: mantenere la sollecitazione sostenuta al di sotto del 65% S_ut per l'acciaio al carbonio, utilizzare molle preimpostate (predeflesse oltre l'angolo di lavoro massimo durante la produzione per indurre tensioni residue favorevoli) o specificare un filo di lega superiore con migliore resistenza al rilassamento.
Quando la molla si flette nella direzione di chiusura, il diametro interno della bobina diminuisce. Se la molla è montata su un mandrino con gioco insufficiente, le bobine entrano in contatto con il mandrino, generando attrito, calore e picchi di coppia imprevedibili. Nei casi più gravi, la molla si blocca completamente sul mandrino. La soluzione è semplice nella progettazione: calcolare il diametro interno minimo della bobina alla massima deflessione utilizzando la formula di modifica del diametro e assicurarsi che il diametro esterno del mandrino sia almeno del 10% più piccolo. Tuttavia, ciò richiede che il progettista conosca l'angolo operativo massimo in fase di progettazione.
Il passaggio dal corpo bobina alla gamba dritta è una discontinuità geometrica che crea concentrazione di stress. L'entità dipende dalla nitidezza della curva. Un raggio di curvatura minimo di 1,5d alla radice della gamba è una buona pratica di progettazione — raggi più piccoli di questo aumentano notevolmente il fattore di concentrazione dello stress. Quando la macchina per molle di torsione forma la gamba, l'operatore regola l'utensile per ottenere questo raggio minimo. Se il progettista disegna un angolo acuto alla radice della gamba, la macchina produrrà un angolo acuto e il cedimento per fatica si verificherà in quella posizione anziché nel corpo della bobina dove l'analisi delle sollecitazioni lo prevede.
I progetti di molle a torsione più efficienti vengono sviluppati in collaborazione tra l'ingegnere e il produttore della molla, in particolare coinvolgendo il team che utilizza la macchina per molle a torsione nelle prime fasi del processo di progettazione, prima che il disegno venga finalizzato.
Considerazioni chiave sul DFM da sollevare con il produttore:
L'ingegnere che tratta il produttore di molle come un puro fornitore di materie prime, fornendo un disegno completo senza discussioni, ottiene costantemente risultati non ottimali. L'ingegnere che coinvolge il team della macchina per molle di torsione nella revisione del progetto ottiene molle più facili da realizzare, più coerenti e meno costose in termini di volumi di produzione.
I principi di progettazione delle molle a torsione si applicano in modo diverso nei vari settori. Ecco alcuni esempi concreti di come il contesto applicativo modella le decisioni di progettazione.
Specifica tipica: coppia di 8–12 N·m con una deflessione di 75° , durata di 500.000 cicli, temperatura di funzionamento da −40°C a 80°C. Diametro filo 4–6 mm, lega di cromo-silicio, pallinato, rivestito in fosfato di zinco. La macchina per molle di torsione deve produrre un angolo libero costante fino a ±3° perché la sensazione di bloccaggio della porta è sensibile alla variazione di coppia nella posizione di controllo intermedia (tipicamente 30–45°). Queste molle sono prodotte in grandi volumi, centinaia di migliaia all'anno, giustificando l'utilizzo di macchine utensili dedicate per molle di torsione e test di coppia in-process sul 100% dei componenti.
Specifica tipica: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Gli strumenti chirurgici e i meccanismi dei dispositivi impiantabili utilizzano molle di torsione realizzate in acciaio inossidabile 316L o lega MP35N. Sono tipiche tolleranze di coppia di ±3–5%. Ogni primavera è controllata al 100%. I requisiti di tracciabilità implicano che ogni lotto di produzione è collegato a uno specifico numero di calore del filo e a un record di lotto della macchina per molle di torsione. Questi requisiti aumentano significativamente i costi ma non sono negoziabili dato il contesto normativo. I diametri dei fili variano generalmente da 0,25 mm a 2,0 mm a seconda dell'applicazione.
Le molle di torsione per porte di garage residenziali sono grandi (diametro del filo 4–8 mm, diametro medio della bobina 50–75 mm) e progettate per Da 10.000 a 30.000 cicli della vita. Sono avvolti in coppie opposte su un albero centrale, bilanciando il peso della porta. La rigidità della molla deve corrispondere al peso e all'altezza della porta entro il ±10% altrimenti la porta non si bilancerà correttamente. Queste molle sono prodotte su grandi macchine industriali per molle di torsione in grandi volumi, vendute come articoli di base, e sono uno dei guasti più comuni delle molle domestiche, non perché siano mal progettate, ma perché sono progettate con un obiettivo di costo che limita la durata del ciclo.
Riunere il processo di progettazione in un flusso di lavoro strutturato previene l'errore comune di ripetere le fasi avanzate dello sviluppo quando le modifiche sono costose.
Seguendo questa sequenza si evita costantemente la categoria più costosa di errori di progettazione delle molle: la scoperta di problemi dimensionali o prestazionali durante la convalida dell'assemblaggio, quando la modifica del design della molla richiede la riqualificazione della configurazione della macchina per molle di torsione e la potenziale riprogettazione delle parti accoppiate.

TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK12120 TK-12120 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-6160 MACCHINA PER ARROTOLARE MOLLA CNC TK-6160 ...
See Details
TK-6120 MACCHINA PER ARROTOLARE MOLLA CNC TK-6120 ...
See Details
TK-5200 MACCHINA PER AVVOLGIMENTO MOLLA CNC TK-5200 5 ASSI ...
See Details
TK-5160 TK-5160 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See Details
TK-5120 TK-5120 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See DetailsCodice QR mobile

 Language
Language  中文简体
中文简体

