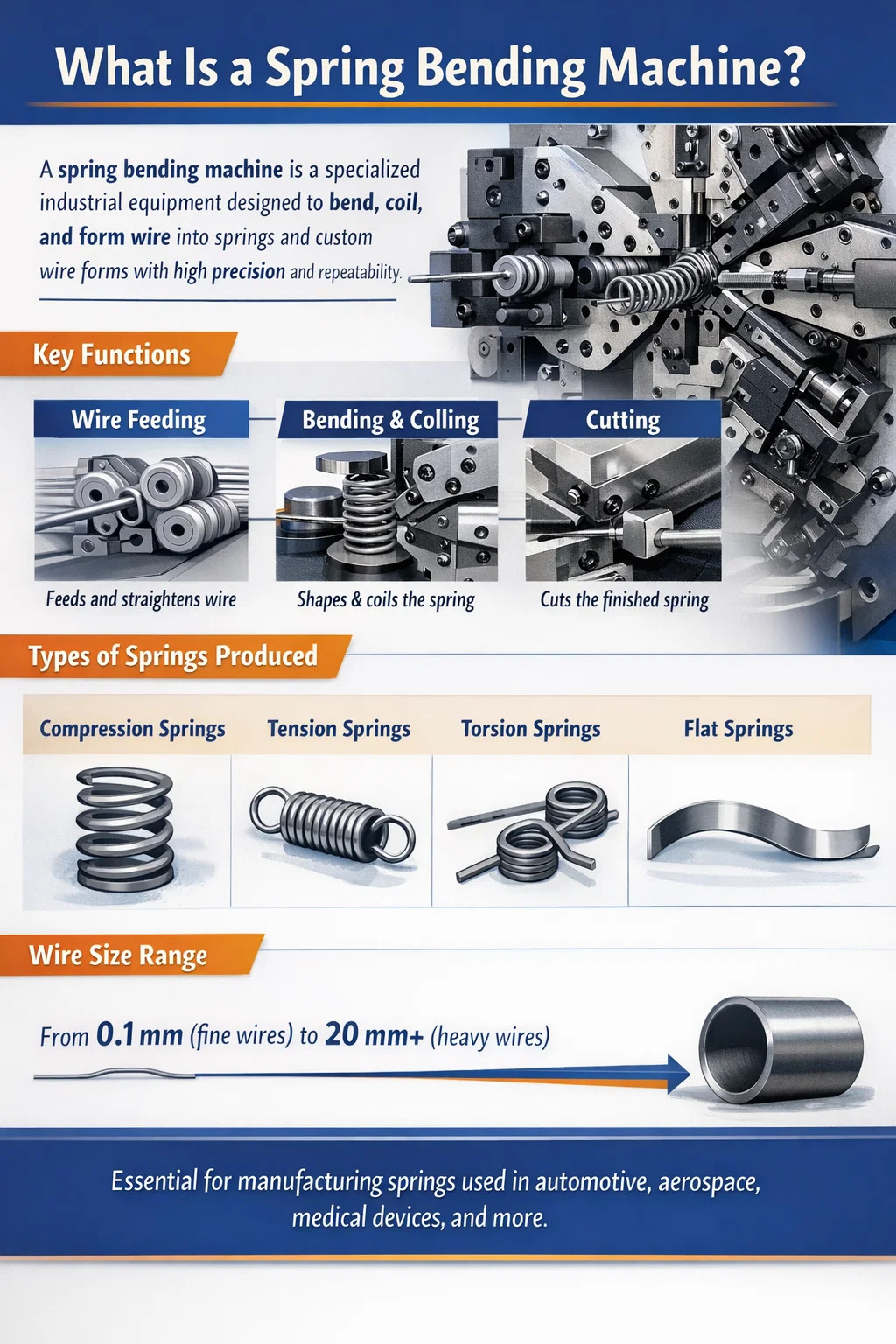
A macchina per piegare molle è un pezzo specializzato di attrezzatura industriale progettato per piegare, avvolgere e formare fili o strisce di materiale in molle e componenti simili a molle. Controlla la forma, il passo, il diametro e la configurazione finale di ciascuna molla attraverso una combinazione di meccanismi di alimentazione, piegatura e taglio. A differenza delle macchine per la formatura di fili per uso generale, una macchina per la piegatura di molle è ottimizzata specificamente per la produzione di molle a compressione, molle di tensione, molle a torsione, molle piatte e forme di filo personalizzate con elevata ripetibilità e intervento manuale minimo.
Le macchine piegatubi per molle gestiscono diametri di filo che vanno da fino a 0,1 mm (per molle elettroniche di precisione) fino a uno spessore di 20 mm o più (per molle di sospensione industriali pesanti). Nei modelli controllati da CNC, una singola macchina può memorizzare centinaia di programmi pezzo e passare da un tipo di molla all'altro in pochi minuti, rendendola una pietra miliare della moderna produzione di molle.
L’industria globale della produzione di molle è notevole. Le molle vengono utilizzate praticamente in ogni prodotto meccanico: dalle penne a sfera e dispositivi medici alle sospensioni automobilistiche e agli attuatori aerospaziali. Il mercato primaverile è stato valutato sopra 24 miliardi di dollari nel 2023 e le macchine per la piegatura delle molle sono gli strumenti di produzione principali dietro questa produzione. Comprendere cosa sono queste macchine e come funzionano è essenziale per chiunque sia coinvolto nella produzione, nell'approvvigionamento o nella progettazione tecnica delle molle.
Il principio di funzionamento di una macchina piegamolle è incentrato su tre azioni coordinate: alimentazione del filo, piegatura controllata e taglio . Queste tre funzioni sono temporizzate e sequenziate con precisione per produrre una molla completa in un'unica operazione continua. Ecco come funziona ciascuna fase:
Il filo viene prelevato da una bobina (o da un alimentatore a barra raddrizzata per il filo più pesante) e fatto passare attraverso una serie di rulli raddrizzatori. Questi rulli rimuovono la curvatura naturale ("impostazione") dalla bobina di filo in modo che il filo entri nella zona di piegatura in una linea retta e coerente. L'unità di raddrizzamento è generalmente costituita da due serie di rulli disposti a 90 gradi l'uno rispetto all'altro: un set corregge il piano orizzontale, l'altro corregge il piano verticale.
Dopo la raddrizzatura, una coppia di rulli di alimentazione servocomandati afferra il filo e lo spinge in avanti a velocità e lunghezza controllate. La lunghezza di avanzamento determina dove si verificherà ciascuna piega rispetto a quella precedente, che controlla direttamente il passo della molla, la lunghezza del corpo e la geometria dell'estremità. Nelle macchine piegamolle CNC, il servomotore di avanzamento è programmato per fornire incrementi precisi, a volte accurati ±0,01 mm per fase di avanzamento .
Quando il filo viene fatto avanzare, entra in contatto con gli strumenti di piegatura (chiamati anche dita di piegatura, perni di avvolgimento o strumenti di inclinazione) che lo deviano nella forma desiderata. Nella produzione di molle elicoidali, il filo viene deviato attorno a un punto di avvolgimento (un perno o mandrino in acciaio temprato) per produrre la bobina elicoidale. La posizione del punto di avvolgimento rispetto al percorso del filo determina il diametro della bobina. Lo strumento passo, posizionato assialmente lungo il filo, controlla la spaziatura tra le bobine adiacenti.
Gli utensili di piegatura sono montati su slitte o camme azionate da servomotori (nelle macchine a controllo numerico) o camme meccaniche (nelle macchine a camme). In una macchina piegamolle CNC, ciascun asse di piegatura può essere programmato in modo indipendente per spostarsi in qualsiasi posizione in qualsiasi punto durante il ciclo di avanzamento del filo. Ciò consente alla macchina di produrre molle a passo variabile, molle a forma di botte, molle coniche e forme complesse di filo 3D, il tutto da un'unica configurazione.
Per le molle a torsione e altre forme non elicoidali, le dita di piegatura applicano una piega angolare precisa in punti specifici lungo il filo. La macchina alimenta una lunghezza impostata, si piega con un angolo programmato, avanza di nuovo, piega di nuovo, ripetendo fino al completamento dell'intera geometria della molla. È possibile controllare gli angoli di piegatura ±0,5 gradi o migliore su macchine CNC di alta qualità.
Una volta completata la geometria della molla programmata, un meccanismo di taglio recide il filo per separare la molla finita dal filo in entrata. La taglierina è tipicamente una lama in acciaio temprato azionata da una camma o da un servoasse. Il taglio deve essere pulito e privo di bave per evitare difetti funzionali, soprattutto per le molle a compressione in cui le spire terminali devono appoggiarsi piatte su una superficie. Alcune macchine includono una stazione di formatura delle estremità dedicata che rettifica o appiattisce le estremità tagliate dopo il taglio, producendo le estremità chiuse e rettificate necessarie per le molle di compressione di precisione.
Un aspetto critico del principio di funzionamento della macchina piegamolle è la gestione ritorno elastico — il recupero elastico del filo dopo la flessione. Quando un filo viene piegato, si deforma sia plasticamente (permanentemente) che elasticamente. Quando la forza di flessione viene rilasciata, la parte elastica si riprende, facendo ritornare parzialmente il filo alla sua forma originale. Se non compensata, la molla finita avrà un diametro maggiore e un passo diverso da quello programmato.
Il ritorno elastico dipende dal materiale del filo (l'acciaio inossidabile ritorna più indietro dell'acciaio dolce), dal diametro del filo, dallo stato di tempra e dal raggio di curvatura. Le macchine piegamolle CNC compensano il ritorno elastico piegandosi eccessivamente, impostando la posizione dell'utensile di piegatura oltre l'obiettivo nominale mediante un offset calcolato. Nelle macchine avanzate, i sistemi automatici di misurazione e compensazione del ritorno elastico regolano continuamente le posizioni dell'utensile in base alle dimensioni della molla misurate dalle parti precedenti.
Le macchine piegamolle non costituiscono un'unica categoria. Esistono diversi tipi di macchine distinte, ciascuna adatta a diversi tipi di molle, volumi di produzione, dimensioni dei fili e livelli di complessità. Scegliere il giusto tipo di macchina è importante quanto programmarla correttamente.
Le macchine avvolgitrici a camme sono il tradizionale cavallo di battaglia della produzione di molle in grandi volumi. Tutti i movimenti degli assi sono azionati da camme meccaniche montate su un albero a camme rotante. Le camme sono profilate per produrre la geometria della molla desiderata e la modifica del design della molla richiede la sostituzione o la regolazione fisica delle camme. Sebbene l'installazione richieda molto tempo, le macchine a camme funzionano a velocità molto elevate: alcuni modelli possono produrre fino a 500 molle di compressione al minuto — rendendoli ideali per cicli di produzione massicci di un design a molla singola. Sono robusti, affidabili e relativamente economici da mantenere.
Le macchine avvolgitrici per molle CNC (Computer Numerical Control) sostituiscono le camme meccaniche con servomotori su ciascun asse. Ogni asse (diametro della bobina, passo, avanzamento, taglio) è programmabile in modo indipendente tramite un controller touchscreen. Il passaggio da un modello di molla a un altro viene effettuato caricando un programma diverso: non è necessaria alcuna modifica meccanica. Le macchine avvolgitrici CNC in genere hanno Da 4 a 8 assi CNC e può produrre molle di compressione, estensione e passo variabile. Le velocità di produzione vanno da 30 a 200 parti al minuto a seconda della complessità della molla e del diametro del filo.
Spesso chiamata macchina piegatubi CNC o formatrice di filo CNC, questo tipo è diverso dalle macchine avvolgitrici in quanto può piegare il filo in tre dimensioni, non solo avvolgerlo in un'elica. Con Da 8 a 16 o più assi CNC , queste macchine possono produrre forme di filo 3D complesse come molle di torsione con angoli di braccio specifici, fermagli per fili, staffe, maniglie e assemblaggi di fili personalizzati. Il filo può essere piegato in qualsiasi direzione, ruotato e modellato praticamente in qualsiasi forma. Queste macchine sono il tipo più versatile e sono essenziali per la produzione personalizzata di molle e forme di filo.
Le macchine piegatrici per molle piatte (chiamate anche macchine per la formatura di nastri o macchine per molle a filo piatto) sono progettate per formare fili piatti o nastri metallici in molle a balestra, molle elicoidali piatte, molle per orologi e componenti di molle piatte stampati e formati. Alimentano il materiale in nastro piatto attraverso rulli profilati e matrici di piegatura che modellano il nastro nei piani orizzontale e verticale. Queste macchine sono ampiamente utilizzate nella produzione di molle per orologi, clip per molle a balestra per automobili e molle per contatti elettrici.
Le macchine per molle a torsione sono una variante specializzata delle macchine piegatrici per molle CNC, ottimizzate per la produzione di molle a torsione: molle che immagazzinano energia essendo attorcigliate anziché compresse o allungate. Sono dotati di strumenti dedicati per la piegatura del braccio che possono piegare la gamba/braccio della molla ad angoli precisi (comunemente 90°, 180° o angoli personalizzati). Prima viene avvolta la bobina del corpo, poi le braccia vengono piegate. Le macchine a molla di torsione devono controllare con precisione la lunghezza della gamba, l'angolo della gamba e la direzione della bobina (avvolgimento a destra o a sinistra).
| Tipo di macchina | Tipi di molle prodotte | Gamma tipica di cavi | Velocità di produzione | Cambio |
|---|---|---|---|---|
| Avvolgitore a camma | Compressione, estensione | 0,2–8 mm | Fino a 500 ppm | Lungo (scambio camma) |
| Macchina avvolgitrice CNC | Compressione, estensione, variable pitch | 0,1–20 mm | 30–200 ppm | Breve (carico del programma) |
| Filo CNC precedente | Torsione, forme di filo 3D, personalizzate | 0,3–12 mm | 10–80 ppm | Breve (carico del programma) |
| Macchina per molle piatte | Molle a balestra, bobina piatta, molle di contatto | Striscia piatta 0,1–5 mm | 20–150 ppm | Medio |
| Macchina per molle di torsione | Molle di torsione | 0,2–10 mm | 20–120 ppm | Breve (carico del programma) |
Comprendere il funzionamento di ciascun componente principale aiuta gli operatori a impostare correttamente la macchina, a risolvere i difetti e a mantenere l'attrezzatura in buone condizioni. Ecco i componenti principali presenti sulla maggior parte delle macchine per la piegatura e l'avvolgimento delle molle:
Le macchine piegamolle possono produrre un'ampia gamma di tipi di molle. Ogni tipo ha geometria, funzione e requisiti di produzione distinti. Ecco una panoramica dettagliata dei tipi di molle più comuni e di come sono realizzati:
Le molle di compressione sono molle elicoidali a spirale aperta che resistono alle forze di compressione (spinta). Sono il tipo di molla più comunemente prodotto a livello globale, utilizzato in tutto, dalle penne a sfera ai treni di valvole automobilistiche. Sono prodotti avvolgendo il filo in un'elica con passo costante. I parametri chiave includono lunghezza libera, diametro della bobina (OD e ID), diametro del filo, numero di bobine attive e tipo di estremità (aperto, chiuso, a terra aperta, a terra chiusa). Estremità chiuse e molate richiedono un'operazione di rettifica secondaria dopo l'avvolgimento, in cui le bobine terminali vengono rettificate in piano su un disco o una molatrice senza centri per fornire una superficie di appoggio stabile.
Le molle di estensione sono molle elicoidali a spirale chiusa che resistono alle forze di trazione (trazione). Sono prodotti su macchine avvolgitrici con una speciale stazione di formazione del gancio che piega l'estremità del filo in un anello o gancio per il fissaggio. Le bobine del corpo sono avvolte con passo zero (bobine che si toccano) per creare tensione iniziale, una pre-tensione che deve essere superata prima che la molla inizi ad allungarsi. I tipi di ganci comuni includono ganci per macchina, ganci tedeschi e ganci incrociati, ciascuno formato da sequenze specifiche di utensili di piegatura programmate nel controller CNC.
Le molle di torsione immagazzinano energia rotazionale essendo attorcigliate. Sono costituiti da un corpo arrotolato con due braccia (gambe) estensibili. La molla esercita una coppia proporzionale all'angolo di torsione. Sono prodotti su macchine per la formatura del filo CNC o su macchine dedicate per molle di torsione, dove il corpo viene arrotolato e quindi i bracci vengono piegati all'angolo specificato. Le applicazioni comuni includono mollette, trappole per topi, sistemi di contrappeso per porte di garage e strumenti di precisione. L'angolo tra i due bracci, l'"angolo di torsione", deve essere mantenuto ±1° o più stretto per applicazioni di precisione.
Le molle piatte sono realizzate con filo piatto o nastro metallico anziché con filo tondo. Includono molle a balestra (come quelle utilizzate nelle sospensioni dei veicoli), molle per orologi e di potenza (molle elicoidali piatte avvolte da nastri), molle a sbalzo e molle per contatti elettrici. Le macchine piegatrici a molle piane formano il nastro tramite rulli profilati e matrici di piegatura. Le tolleranze di spessore per le molle piatte di precisione possono essere strette quanto ±0,01 mm , che richiede sia materiale in strisce preciso che una macchina ben mantenuta.
Oltre alle classiche forme delle molle, le macchine piegatrici per molle CNC, in particolare le formatrici di fili CNC multiasse, possono produrre praticamente qualsiasi forma dal filo: clip, anelli di ritenzione, staffe, maniglie, fili guida medici, fili ortodontici e complessi assemblaggi di fili 3D. Queste parti potrebbero non immagazzinare energia elastica (quindi tecnicamente non molle) ma sono prodotte su macchine piegamolle utilizzando lo stesso principio di funzionamento avanzamento-piega-taglio.
La scelta del materiale del filo influisce in modo significativo sulle prestazioni della molla, sulla configurazione della macchina e sulla compensazione del ritorno elastico richiesta. Materiali diversi hanno moduli elastici, resistenze alla trazione e caratteristiche di ritorno elastico diversi. Ecco i materiali in filo più comuni lavorati dalle macchine piegamolle:
L'installazione e il funzionamento corretto di una macchina piegamolle richiedono un approccio sistematico. Ecco la sequenza tipica per impostare una macchina avvolgitrice per molle CNC per produrre una nuova molla di compressione:
Gli ingegneri delle molle e gli operatori delle macchine devono comprendere la relazione tra le impostazioni della macchina e i parametri della molla. Ecco come vengono controllate le dimensioni più critiche della molla su una macchina piegamolle CNC:
| Parametro di primavera | Controllo della macchina | Tolleranza tipica ottenibile | Fattori chiave che incidono sulla precisione |
|---|---|---|---|
| Diametro esterno bobina (OD) | Posizione del punto di avvolgimento | ±0,05–0,2 mm | Ritorno elastico, variazione del diametro del filo |
| Lunghezza libera | Lunghezza di avanzamento del filo per molla | ±0,1–0,5 mm | Slittamento del rullo di alimentazione, allungamento del filo |
| Pitch | Posizione dello strumento Pitch | ±0,05–0,2 mm | Ritorno elastico, rigidità del filo |
| Numero di bobine | Lunghezza di avanzamento del filo e tempi di taglio | ±0,1–0,5 bobine | Tempi ridotti, coerenza del tono |
| Tasso di primavera | Indirettamente (OD, passo, numero di bobine) | ±5–10% | Variazione del modulo del filo, tutta la geometria |
| Angolo del braccio (torsione) | Angolo dell'utensile di piegatura | ±0,5–2° | Ritorno elastico angolare, durezza del filo |
Il passaggio dalle macchine per molle manuali e a camme alle macchine piegatrici per molle completamente CNC è stato uno dei cambiamenti più significativi nella produzione di molle negli ultimi 30 anni. I vantaggi del CNC sono convincenti e ben documentati negli ambienti di produzione:
Anche le macchine piegamolle ben impostate producono pezzi difettosi quando le condizioni del processo variano. Riconoscere i difetti comuni e le loro cause profonde è essenziale per mantenere la qualità:
L’industria delle macchine per la piegatura delle molle conta un numero relativamente piccolo di produttori affermati, la maggior parte dei quali con sede in Europa e Asia. Ecco alcuni dei nomi più riconosciuti nel settore:
Il prezzo della macchina varia enormemente in base alla capacità. Una macchina avvolgitrice per molle CNC di base per dimensioni di filo standard può iniziare da 30.000–80.000 USD , mentre una macchina per la formatura di fili CNC multiasse di fascia alta di un produttore europeo premium può superare 300.000–500.000 USD quando completamente attrezzati e dotati di sistemi di ispezione automatici.
Le molle sono tra i componenti meccanici più universalmente utilizzati. Le macchine piegamolle sono direttamente responsabili della produzione delle molle utilizzate in una straordinaria gamma di settori e prodotti:
Le macchine per piegare molle utilizzano parti rotanti e alternative ad alta velocità, fili ad alta tensione e utensili da taglio affilati. Procedure di sicurezza adeguate proteggono gli operatori e preservano l'affidabilità della macchina:

TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK12120 TK-12120 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-6160 MACCHINA PER ARROTOLARE MOLLA CNC TK-6160 ...
See Details
TK-6120 MACCHINA PER ARROTOLARE MOLLA CNC TK-6120 ...
See Details
TK-5200 MACCHINA PER AVVOLGIMENTO MOLLA CNC TK-5200 5 ASSI ...
See Details
TK-5160 TK-5160 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See Details
TK-5120 TK-5120 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See DetailsCodice QR mobile

 Language
Language  中文简体
中文简体

