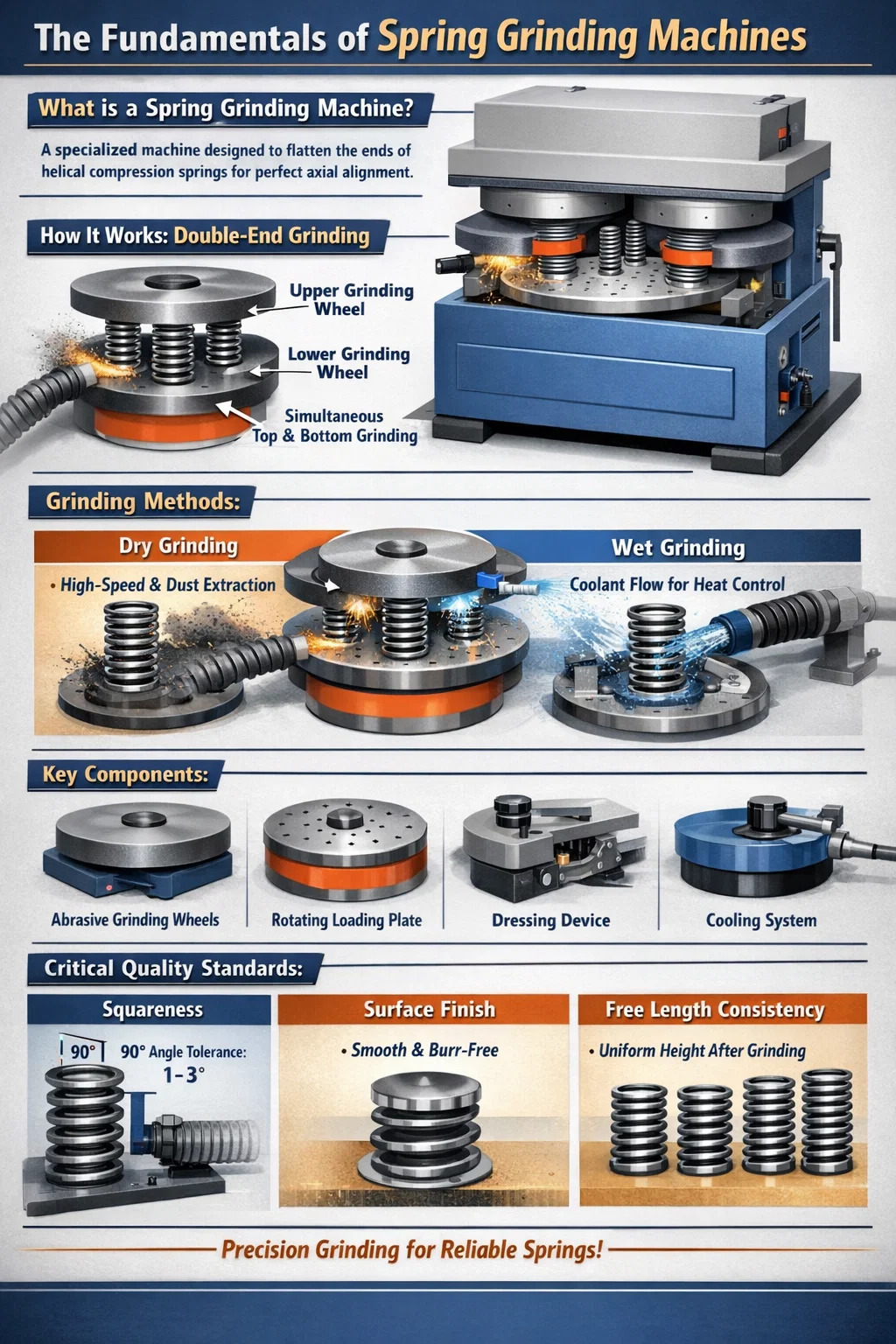
A rettificatrice per molle è uno strumento abrasivo industriale specializzato progettato specificamente per appiattire le estremità delle molle di compressione elicoidali. Nel mondo manifatturiero, le molle che escono da una macchina avvolgitrice hanno spesso estremità "aperte" o irregolari. Senza rettifica, queste molle non possono stare perfettamente verticali o distribuire il peso in modo uniforme quando compresse. Il rettificatrice per molle rimuove il materiale in eccesso dalle bobine superiore e inferiore per creare una superficie piana e perpendicolare.
Squadrando le estremità la macchina garantisce il raggiungimento della molla massima assialità del carico e stabilità. Questo processo è fondamentale per applicazioni ad alte prestazioni come molle per valvole automobilistiche, molle per iniettori di carburante e componenti di macchinari industriali pesanti in cui una deviazione uniforme 0,5 gradi in verticalità può portare a guasti meccanici o usura irregolare.
Il principio di funzionamento fondamentale di a rettificatrice per molle comporta il movimento relativo tra la molla e due mole abrasive rotanti ad alta velocità. La maggior parte delle macchine moderne utilizza a rettifica a doppia estremità approccio, il che significa che sia la parte superiore che quella inferiore della molla vengono elaborate simultaneamente.
Le molle vengono caricate in un dispositivo rotante circolare noto come piastra di carico o disco di alimentazione. Questa piastra contiene più fori o dispositivi progettati per mantenere saldamente le molle in posizione verticale. Mentre la piastra di carico ruota, trasporta le molle nella zona di macinazione situata tra la mola superiore e quella inferiore.
Le mole sono posizionate ad una determinata distanza l'una dall'altra, corrispondente alla lunghezza libera finale desiderata della molla. Quando la molla passa tra le ruote rotanti, le superfici abrasive radono la punta del filo su entrambe le estremità. L'attrito genera notevole calore, quindi la velocità del piatto di carico e la grana della mola devono essere perfettamente calibrate per evitare danno termico o "bruciare" l'acciaio della molla.
Alcune macchine utilizzano un metodo "pass-through" in cui le molle si muovono continuamente attraverso le ruote, mentre altre utilizzano un metodo "in-feed". Nel sistema di alimentazione, le ruote si muovono verticalmente verso le molle mentre il piatto di carico rimane in una posizione fissa, consentendo un controllo estremamente preciso del pressione di macinazione e tasso di rimozione del materiale.
L'efficienza del rettificatrice per molle dipende da numerosi componenti ad alta usura che devono sopportare intense sollecitazioni meccaniche e calore.
| Component | Funzione e materiale | Specifica tipica |
|---|---|---|
| Mole | Dischi abrasivi (Ossido di Alluminio o Carburo di Silicio) che tagliano il metallo. | Diametro: 300 mm - 900 mm |
| Piastra di caricamento | Un disco rotante in acciaio che trasporta le molle attraverso la macchina. | Controllo della velocità variabile |
| Dispositivo di medicazione | Ripristina la planarità e l'affilatura delle mole. | Frese a punta diamantata o in acciaio |
| Sistema di raffreddamento | Utilizza aria o nebbia d'acqua/olio per dissipare il calore dalla molla. | Ugelli ad alta pressione |
A seconda del materiale della molla e della precisione richiesta, gli ingegneri scelgono tra due metodi principali di funzionamento rettificatrice per molle .
La rettifica a secco è il metodo più comune per le molle standard in acciaio al carbonio. Si basa su un volume elevato sistema di estrazione delle polveri per rimuovere trucioli metallici e particelle abrasive. Sebbene efficiente per la produzione ad alta velocità, la rettifica a secco può portare a un eccessivo accumulo di calore se la velocità di avanzamento è troppo aggressiva, alterando potenzialmente il rinvenimento della molla.
La macinazione a umido prevede l'applicazione continua di un liquido refrigerante (olio solubile in acqua o fluido sintetico) direttamente sull'interfaccia di macinazione. Questo metodo viene utilizzato per acciaio inossidabile o leghe sensibili al calore. Il refrigerante impedisce al filo di raggiungere temperature critiche, garantisce una finitura superficiale più liscia e prolunga la durata della mola.
A rettificatrice per molle devono essere mantenuti meticolosamente per garantire la qualità del prodotto finale. I produttori si concentrano su tre parametri principali durante il processo di rettifica:
Nel corso del tempo, le mole di a rettificatrice per molle si “intasano” di particelle metalliche o perdono il profilo perfettamente piatto. Questo fenomeno è noto come "vetratura". Per risolvere questo problema, la macchina è dotata di a unità di vestizione . Questa unità utilizza un materiale più duro per raschiare via uno strato sottile della mola, esponendo grani abrasivi freschi e garantendo che la faccia della mola rimanga parallela alla piastra di carico. La medicazione regolare fa la differenza tra una molla di alta qualità e una che viene rifiutata durante l'ispezione.

TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
Vedi dettagli
TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
Vedi dettagli
TK12120 TK-12120 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
Vedi dettagli
TK-6160 MACCHINA PER ARROTOLARE MOLLA CNC TK-6160 ...
Vedi dettagli
TK-6120 MACCHINA PER ARROTOLARE MOLLA CNC TK-6120 ...
Vedi dettagli
TK-5200 MACCHINA PER AVVOLGIMENTO MOLLA CNC TK-5200 5 ASSI ...
Vedi dettagli
TK-5160 TK-5160 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
Vedi dettagli
TK-5120 TK-5120 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
Vedi dettagliCodice QR mobile

 Lingua
Lingua 

