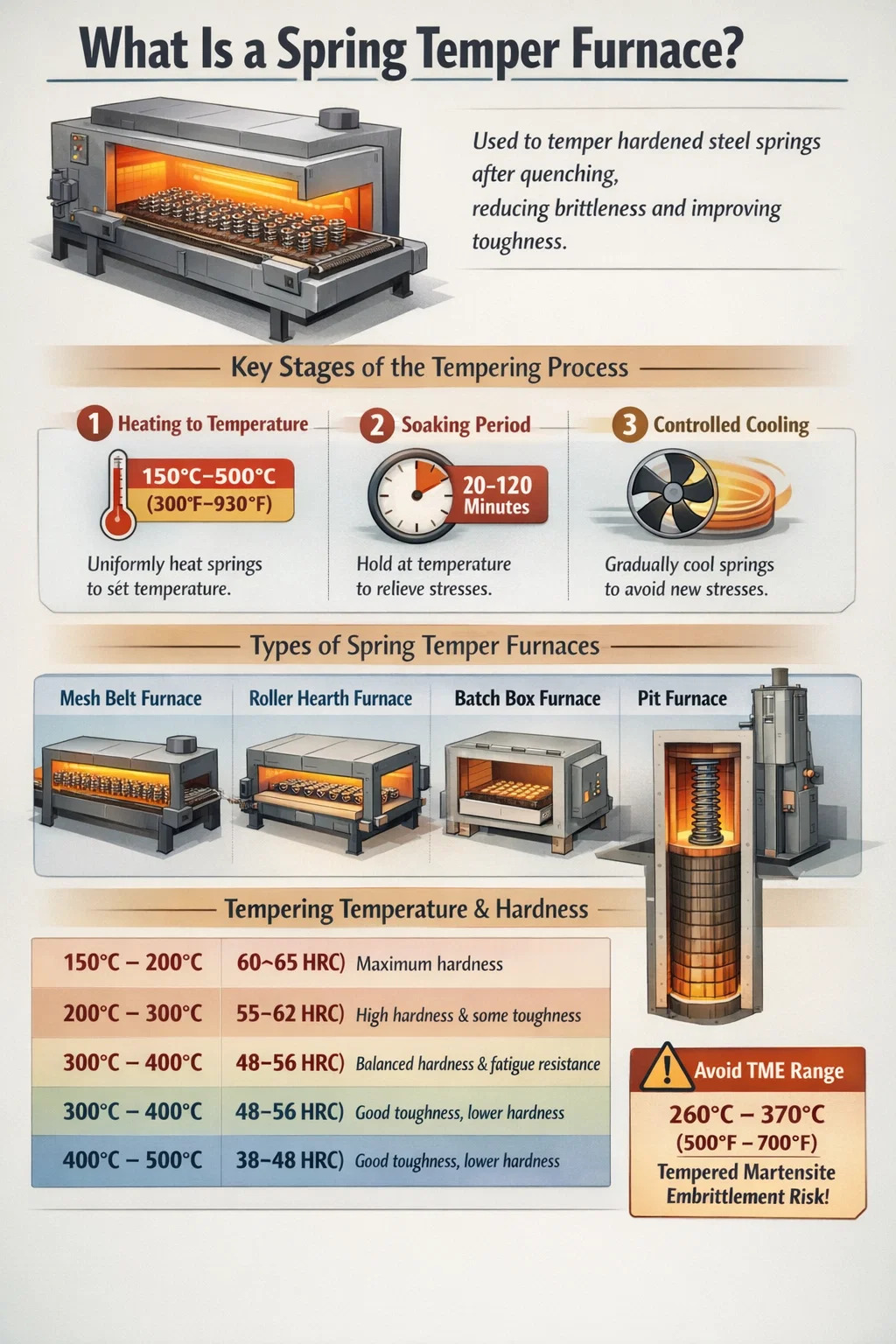
Un forno per il rinvenimento di molle è un tipo di forno industriale per il trattamento termico appositamente progettato per rinvenire le molle in acciaio dopo la tempra. Il suo compito principale è riscaldare l'acciaio per molle temprato a una temperatura controllata, in genere compresa tra 150°C e 500°C (da 300°F a 930°F) — tenerlo lì per un periodo definito, quindi lasciarlo raffreddare in modo controllato. Questo processo allevia le tensioni interne introdotte durante la tempra e l'indurimento, regola la durezza su un intervallo specificato e ripristina un grado di tenacità ed elasticità che altrimenti sarebbe assente in una molla completamente indurita.
Senza rinvenimento, una molla indurita è fragile e soggetta a rotture improvvise sotto carico. Il forno per tempra a molla è ciò che trasforma un componente duro ma fragile in una parte durevole, portante e resistente alla fatica in grado di funzionare in modo affidabile attraverso milioni di cicli di compressione o estensione.
Negli ambienti di produzione, i forni per il rinvenimento delle molle si trovano nei settori della produzione automobilistica, aerospaziale, della produzione di strumenti di precisione e dei macchinari pesanti. Sono disponibili in diverse configurazioni: forni continui con nastro a maglie, forni a suola a rulli, forni batch box e forni a pozzo, ciascuno adatto a diverse geometrie delle molle, volumi di produzione e specifiche della lega.
Il principio di funzionamento di un forno per tempra a molla è incentrato su un ciclo termico preciso. Dopo che le molle in acciaio sono state indurite, in genere mediante austenitizzazione a temperature superiori 800°C (1470°F) e quindi tempra rapidamente in olio, acqua o polimero: la microstruttura martensitica formata è estremamente dura ma altamente stressata e fragile. Il rinvenimento in un forno a molla risolve questo problema innescando una sequenza di reazioni metallurgiche allo stato solido.
Il forno riscalda il carico della molla in modo uniforme alla temperatura di rinvenimento target. L'uniformità è fondamentale: un differenziale di temperatura pari ±10°C attraverso il carico può produrre valori di durezza incoerenti. I forni per tempra a molla di alta qualità utilizzano più zone di riscaldamento controllate in modo indipendente, ventole a convezione forzata ed elementi riscaldanti ad alta densità o tubi radianti per ottenere un'uniformità di temperatura entro ±5°C in tutta la camera di lavoro.
Una volta raggiunta la temperatura target lungo tutta la sezione trasversale della molla, il forno mantiene tale temperatura per il periodo di immersione. L'ammollo consente agli atomi di carbonio intrappolati nel reticolo della martensite di iniziare a diffondersi e formare precipitati di carburo. Questa precipitazione di carburo è ciò che allevia la tensione del reticolo, riduce la fragilità e ripristina la duttilità. I tempi di immersione variano a seconda dello spessore della sezione e delle dimensioni della molla: potrebbero essere necessarie solo molle a filo piccolo 20-30 minuti , mentre potrebbero essere necessarie molle elicoidali pesanti o barre di torsione Da 60 a 120 minuti o più.
Dopo l'immersione, le molle vengono raffreddate tramite raffreddamento ad aria all'interno del forno, tramite un vestibolo di raffreddamento ad atmosfera controllata o mediante rimozione nell'aria ambiente. La velocità di raffreddamento dopo il rinvenimento è generalmente meno critica rispetto a quella durante la tempra, ma deve comunque essere gestita. Il raffreddamento rapido dalla temperatura di rinvenimento può reintrodurre tensioni superficiali, quindi la maggior parte dei forni per rinvenimento delle molle consente un raffreddamento graduale, soprattutto per le sezioni trasversali delle molle più grandi.
Molti forni per rinvenimento primaverile funzionano in atmosfera controllata, in genere azoto, gas endotermico o una miscela di azoto e metanolo, per prevenire l'ossidazione e la decarburazione superficiale durante il ciclo di rinvenimento. L'ossidazione superficiale può ridurre la durata a fatica e la resistenza alla corrosione, due proprietà fondamentali nelle applicazioni primaverili. I forni in atmosfera protettiva aggiungono complessità e costi, ma sono apparecchiature standard nella produzione di molle di precisione per molle per valvole automobilistiche, molle per carrelli di atterraggio di aerei e molle per strumenti chirurgici.
La temperatura di rinvenimento selezionata in un forno per rinvenimento di molle determina direttamente le proprietà meccaniche finali della molla finita. Questo non è un aggiustamento minore: una differenza di 50°C alla temperatura di rinvenimento può spostare la durezza da 3 a 6 punti HRC e alterare drasticamente la resistenza alla trazione e i valori di allungamento.
| Intervallo di temperature di rinvenimento | Durezza tipica (HRC) | Risultato della proprietà chiave | Applicazione primaverile comune |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | Massima durezza, duttilità limitata | Molle per strumenti di precisione |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | Elevata durezza con una certa tenacità | Molle dell'orologio, molle della serratura |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | Durezza bilanciata e resistenza alla fatica | Molle per valvole automobilistiche, molle per sospensioni |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 HRC | Buona tenacità, durezza inferiore | Molle elicoidali per carichi pesanti, molle ferroviarie |
Una zona critica da evitare è la gamma di infragilimento della martensite temperata (TME). , tipicamente tra 260°C e 370°C (da 500°F a 700°F) . Il rinvenimento entro questo intervallo può effettivamente ridurre la tenacità anziché migliorarla, un fenomeno causato dalla precipitazione dei carburi ai precedenti bordi dei grani dell'austenite. Gli operatori responsabili dei forni di rinvenimento per molle progettano i loro cicli di rinvenimento per rimanere al di sotto o al di sopra di questo intervallo piuttosto che dimorarvi. Questo è uno dei motivi per cui le specifiche delle molle delle valvole automobilistiche spesso specificano il rinvenimento pari o superiore a 380°C - 420°C.
L'industria delle molle utilizza diverse configurazioni di forni distinte per il processo di rinvenimento delle molle. Ciascuno presenta vantaggi tecnici che lo rendono più adatto a specifici tipi di molle, volumi di produzione o sistemi di leghe.
Il forno a nastro a rete è la configurazione più comune nella produzione di molle in grandi volumi. Le molle vengono caricate su un nastro in rete di acciaio inossidabile che le trasporta continuamente attraverso le zone di riscaldamento, immersione e raffreddamento. I tassi di produzione possono raggiungere Da 500 a 2.000 kg/ora a seconda della lunghezza e larghezza del forno. Le velocità del nastro e le temperature delle zone sono regolabili in modo indipendente, consentendo un controllo preciso del tempo di immersione e del profilo della temperatura. I forni a nastro in rete sono ideali per molle elicoidali di piccole e medie dimensioni, molle a forma di filo e molle piatte. La limitazione principale è che molle sovradimensionate o pesanti possono deformare la cinghia nel tempo.
I forni a suola a rulli utilizzano rulli raffreddati ad acqua o in lega per convogliare le molle attraverso il forno su vassoi o dispositivi. Gestiscono carichi più pesanti rispetto ai sistemi con nastri a rete, ospitano gruppi di molle più grandi e consentono un controllo dell'atmosfera più preciso. Questi forni sono comuni per la tempera delle bobine delle sospensioni automobilistiche, delle barre stabilizzatrici e delle molle di torsione. Le temperature di lavoro variano da ambiente fino a 700°C (1290°F) nella maggior parte dei modelli di suoli a rulli, con un'uniformità di temperatura molto stretta – tipicamente ±4°C – ottenibile nei sistemi moderni.
I forni discontinui vengono caricati con una carica fissa di molle, portati a temperatura, immersi e quindi scaricati. Offrono la massima flessibilità: lo stesso forno può elaborare un'ampia varietà di dimensioni e specifiche di molle in turni diversi. Ciò li rende popolari nelle officine e negli ambienti di produzione di medio volume. Il compromesso è una produttività inferiore e la necessità di un periodo di assorbimento termico sufficientemente lungo per garantire una temperatura uniforme nell'intero lotto. In genere sarà presente un forno a scatola batch ben progettato utilizzato per la tempera primaverile ventilatori a ricircolo forzato per garantire l'uniformità della temperatura entro ±5°C anche se caricato con una carica densa.
Per molle lunghe, barre di torsione o fasci di molle a balestra che non possono essere facilmente posati in piano, i forni a pozzo verticale offrono una soluzione pratica. La molla o il gruppo molle sono sospesi verticalmente nella camera del forno. Ciò impedisce la distorsione dovuta alla gravità, un vero problema quando si temprano barre lunghe o pacchi di molle a più lamelle. I forni a pozzo per la tempera primaverile sono generalmente alimentati a gas e possono raggiungere profondità di Da 2 a 6 metri , accogliendo componenti molto lunghi in una superficie compatta.
I forni di tempra a bagno di sale utilizzano nitrati fusi o sali di cloruro come mezzo di riscaldamento. Le sorgenti sono immerse nel bagno di sale liquido, che provvede trasferimento di calore estremamente rapido ed uniforme - molto più veloce della convezione dell'aria. Ciò si traduce in tempi di ciclo molto brevi e un'eccellente costanza della temperatura. I forni a bagno di sale sono particolarmente apprezzati per la tempra di molle di precisione dove sono richieste strette tolleranze di durezza (±1 HRC). Le principali sfide operative riguardano la gestione della contaminazione da sale, l'estrazione dei fumi e il potenziale pericolo dei sali fusi a temperature di esercizio comprese tra 160°C e 550°C.
Capire cosa c'è all'interno di un forno per tempra a molla spiega perché alcuni forni producono risultati migliori di altri. Ogni componente contribuisce all'uniformità della temperatura, all'integrità dell'atmosfera e alla ripetibilità che determinano la qualità finale della molla.
Il processo di tempera delle molle non è valido per tutti. Le diverse leghe di acciaio per molle rispondono in modo diverso al trattamento termico e il forno di rinvenimento delle molle deve essere impostato con il profilo di temperatura corretto per la lega specifica da lavorare.
Gli acciai ad alto tenore di carbonio sono i materiali per molle più comuni e rappresentano gli obiettivi principali dei forni per rinvenimento delle molle. Il loro contenuto di carbonio di dallo 0,60% all'1,00% conferisce loro la capacità di raggiungere una durezza molto elevata dopo la tempra. Questi gradi sono tipicamente temperati tra 200°C e 400°C. A 300°C, l'acciaio per molle 1080 raggiunge tipicamente una resistenza alla trazione di circa Da 1.800 a 2.000 MPa con durezza compresa tra 52 e 57 HRC.
Le leghe di silicio-cromo offrono una resistenza superiore al rilassamento sotto carico, una proprietà fondamentale per le molle delle valvole e delle sospensioni. Questi gradi sono generalmente temperati a temperature più elevate, spesso da 420°C a 480°C , per attivare pienamente i meccanismi di rinforzo forniti dal silicio e dal cromo. A queste temperature, il forno per rinvenimento a molla deve mantenere un'uniformità molto elevata poiché la curva di risposta al rinvenimento è ripida: piccole deviazioni di temperatura producono una notevole dispersione della durezza.
6150 è una lega popolare per molle elicoidali e molle piatte automobilistiche e industriali. Le aggiunte di vanadio affinano la struttura del grano e aumentano la temprabilità. Temperature di rinvenimento di da 400°C a 500°C sono tipici, con conseguenti resistenze a trazione nell'intervallo di Da 1.600 a 1.900 MPa a seconda delle dimensioni della sezione e della temperatura di rinvenimento specifica.
Gli acciai per molle inossidabili richiedono una considerazione speciale. I gradi indurenti per precipitazione come 17-7 PH vengono rafforzati mediante trattamenti di invecchiamento a temperature specifiche, comunemente 480°C (Condizione CH900) or 510°C (Condizione RH950) - piuttosto che dal ciclo convenzionale di tempra e rinvenimento. I forni per il rinvenimento delle molle utilizzati per le molle inossidabili devono fornire un controllo dell'atmosfera molto accurato per prevenire l'esaurimento del cromo in superficie, che comprometterebbe la resistenza alla corrosione.
Un forno per tempra a molla è efficace quanto il sistema di controllo qualità che lo circonda. I produttori di molle che operano secondo standard di qualità automobilistici o aerospaziali mantengono rigorosi controlli di processo sulle loro operazioni di tempra.
La maggior parte delle specifiche aerospaziali e automobilistiche richiedono indagini periodiche sull'uniformità della temperatura del forno di rinvenimento delle molle, generalmente eseguite con cadenza trimestrale. In un TUS, le termocoppie calibrate vengono posizionate in più posizioni nella zona di lavoro e il forno funziona al setpoint operativo standard. La deviazione massima consentita su tutti i punti di misurazione deve rientrare entro una banda specificata, comunemente ±5°C per forni di Classe 2 secondo AME 2750 (standard pirometrico Nadcap). I forni che non soddisfano i requisiti TUS devono essere ricalibrati o riparati prima di tornare in servizio.
Oltre al TUS, gli strumenti di controllo della temperatura del forno vengono verificati rispetto alle termocoppie di riferimento calibrate attraverso test di accuratezza del sistema eseguiti mensilmente o a intervalli specificati. Ciò garantisce che la lettura della temperatura visualizzata dal controllore del forno corrisponda effettivamente alla temperatura reale nella zona di lavoro.
Dopo ogni ciclo di rinvenimento, le molle campione vengono testate sulla durezza, in genere utilizzando la scala Rockwell C, per verificare che il lotto abbia raggiunto l'intervallo di durezza specificato. Le specifiche delle molle delle valvole automobilistiche, ad esempio, richiedono comunemente una durezza di da 47 a 52 HRC e l'intero lotto potrebbe essere rifiutato se i campioni non rientrano in questa finestra.
Per le applicazioni critiche, le molle campionate da lotti temprati vengono sottoposte a test di deflessione del carico per confermare la rigidità della molla e la lunghezza libera, e test di fatica per verificare che il ciclo di rinvenimento abbia prodotto un'adeguata durata a fatica. Le molle delle valvole automobilistiche utilizzate nei motori ad alte prestazioni vengono regolarmente testate 10 milioni di cicli o più senza cedimento a livelli di stress specificati.
Anche con forni per tempra a molla ben mantenuti possono sorgere problemi che influiscono sulla qualità del prodotto. Identificare questi problemi e le loro cause profonde è essenziale per una produzione coerente.
I moderni forni per tempra a molla sono significativamente più efficienti dal punto di vista energetico rispetto agli impianti di 20 anni fa. I progressi nei materiali isolanti, nella tecnologia degli elementi riscaldanti e nei sistemi di combustione hanno ridotto sostanzialmente il consumo energetico specifico.
I moduli di rivestimento in fibra ceramica riducono l'accumulo di calore nella parete del forno e la perdita di calore rispetto ai mattoni refrattari densi. In un retrofit da mattoni a isolamento in fibra ceramica, risparmio energetico di dal 20% al 40% sono comunemente segnalati, insieme a tempi di riscaldamento più rapidi che aumentano la disponibilità e la produttività del forno.
L'installazione di azionamenti a frequenza variabile (VFD) sui motori delle ventole di ricircolo e sugli azionamenti dei trasportatori consente di adattare esattamente la velocità della ventola e della cinghia alla velocità di produzione e al carico della molla, riducendo il consumo energetico non necessario durante i periodi di inattività o i carichi parziali.
Nei forni di tempra a gas alimentati a gas, i recuperatori o i sistemi di bruciatori rigenerativi recuperano il calore dai gas di scarico e lo utilizzano per preriscaldare l'aria di combustione. I sistemi di recupero possono aumentare la temperatura dell'aria comburente fino a da 400°C a 600°C , riducendo il consumo di carburante del Dal 25% al 35% rispetto alla combustione ad aria fredda.
I moderni forni per la tempra delle molle incorporano sempre più la registrazione dei dati, l’integrazione SCADA e persino la manutenzione predittiva basata sull’apprendimento automatico. Il monitoraggio continuo della resistenza degli elementi, della corrente del motore della ventola, della deriva della calibrazione della termocoppia e della composizione dell'atmosfera consente ai team di manutenzione di pianificare gli interventi prima che si verifichino guasti, riducendo i tempi di fermo non pianificati che possono interrompere i programmi di produzione ed esporre i lotti primaverili parzialmente temperati a rischi di qualità.
Il rinvenimento primaverile viene talvolta confuso con la distensione e la ricottura. Si tratta di processi di trattamento termico correlati ma distinti e le differenze contano in modo significativo nella produzione di molle.
| Processo | Intervallo di temperatura | Scopo | Effetto sulla durezza |
|---|---|---|---|
| Temperamento primaverile | 150°C – 500°C | Riduce la fragilità dopo l'indurimento, fissa le proprietà meccaniche finali | Riduce la durezza da come estinto al target specificato |
| Alleviare lo stress | 120°C – 250°C | Rimuovere le sollecitazioni di avvolgimento o avvolgimento dalle molle formate a freddo | Variazione minima della durezza |
| Ricottura | 700°C – 900°C | Ammorbidire completamente l'acciaio per la formatura o la lavorazione | Riduzione maggiore: si ottiene un materiale molto morbido |
Le molle avvolte a freddo realizzate con filo pre-temprato (come filo armonico o filo trafilato duro) vengono generalmente sottoposte a distensione piuttosto che a rinvenimento completo, perché il filo era già temperato presso il laminatoio. Il trattamento antistress a Da 120°C a 230°C per 20-30 minuti rimuove le sollecitazioni da avvolgimento e stabilizza la geometria della molla senza alterare significativamente la durezza. Le molle avvolte a caldo, al contrario, vengono avvolte al di sopra della temperatura critica di trasformazione e richiedono un completo indurimento e rinvenimento in un forno di tempra per molle dopo la formatura.
La scelta di un forno per tempra a molla implica il bilanciamento di diversi requisiti operativi. La scelta sbagliata si traduce in una scarsa qualità della molla o in un costoso investimento in sovraccapacità.

TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK12120 TK-12120 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-6160 MACCHINA PER ARROTOLARE MOLLA CNC TK-6160 ...
See Details
TK-6120 MACCHINA PER ARROTOLARE MOLLA CNC TK-6120 ...
See Details
TK-5200 MACCHINA PER AVVOLGIMENTO MOLLA CNC TK-5200 5 ASSI ...
See Details
TK-5160 TK-5160 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See Details
TK-5120 TK-5120 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See DetailsCodice QR mobile

 Language
Language  中文简体
中文简体

