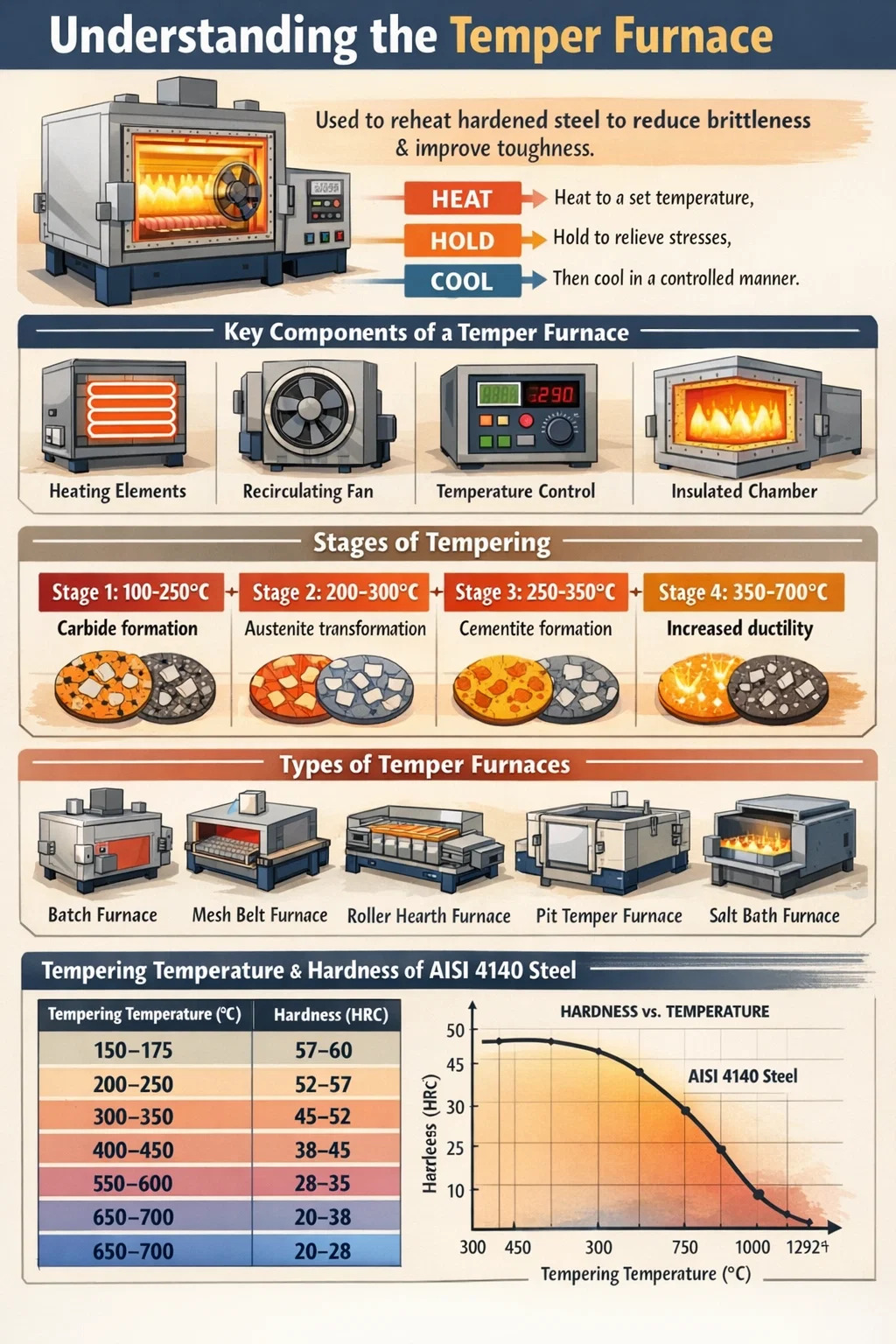
A forno di tempra è un tipo di forno per trattamento termico industriale progettato specificamente per eseguire il processo di rinvenimento sui metalli, più comunemente acciaio temprato. La sua funzione principale è quella di riscaldare un componente metallico precedentemente raffreddato o indurito a una temperatura inferiore al suo punto critico inferiore, mantenerlo a quella temperatura per un periodo controllato e quindi lasciarlo raffreddare in modo regolato. Questo processo allevia le tensioni interne, riduce la fragilità e migliora la tenacità senza sacrificare significativamente la durezza.
Per dirla chiaramente: dopo che l’acciaio si è indurito, diventa estremamente duro ma anche pericolosamente fragile. Un forno da tempra è lo strumento che corregge questo squilibrio. Trasforma una parte fragile e sottoposta a sollecitazioni in un componente con una combinazione accuratamente calibrata di durezza e duttilità, adatto a carichi meccanici reali.
I forni per rinvenimento sono ampiamente utilizzati nei settori automobilistico, aerospaziale, degli utensili, dei cuscinetti e della produzione di molle. Elaborano qualsiasi cosa, dagli utensili da taglio e dagli ingranaggi ai componenti strutturali e agli strumenti chirurgici. L'intervallo di temperatura operativa di un tipico forno di tempra è Da 150°C a 700°C (da 302°F a 1292°F) , a seconda del materiale e delle proprietà meccaniche desiderate.
Il principio di funzionamento di un forno di rinvenimento si basa sulla metallurgia termica controllata. Queo l'acciaio viene raffreddato dopo l'austenitizzazione, si trasforma in martensite, una struttura cristallina tetragonale supersatura, centrata sul corpo, estremamente dura ma altamente stressata e fragile. La rinvenimento, effettuata all'interno del forno di rinvenimento, innesca all'interno della martensite una serie di trasformazioni di fase controllate dalla diffusione che riducono progressivamente lo stress e ripristinano la duttilità.
Il processo segue una chiara sequenza di eventi fisici e metallurgici:
I cambiamenti metallurgici durante il rinvenimento possono essere suddivisi in quattro fasi distinte in base alla temperatura:
Il forno di tempra deve mantenere uno stretto controllo della temperatura durante tutte queste fasi. I sistemi moderni raggiungono l’uniformità all’interno Da ±3°C a ±5°C attraverso l'area di lavoro, il che è essenziale per garantire prestazioni costanti delle parti.
Comprendere la progettazione di un forno di rinvenimento aiuta a spiegare perché ottiene risultati metallurgici coerenti e ripetibili. I componenti principali lavorano insieme per fornire calore uniforme, atmosfera controllata e misurazione affidabile della temperatura.
I forni per tempera utilizzano elementi riscaldanti a resistenza elettrica o bruciatori a gas. I sistemi elettrici, che spesso utilizzano elementi in nichelcromo, Kanthal o carburo di silicio, offrono un funzionamento più pulito e un controllo più preciso. I sistemi alimentati a gas offrono costi operativi inferiori per la produzione di volumi elevati. L'impianto di riscaldamento è dimensionato per soddisfare il carico termico del carico (tipicamente espresso in kW o BTU/ora).
La camera del forno è rivestita con mattoni refrattari o isolamento in fibra ceramica. I moduli in fibra ceramica sono sempre più preferiti perché hanno massa termica inferiore , il che significa tempi di riscaldamento più rapidi e un minor consumo di energia. Una camera ben isolata riduce la perdita di calore e stabilizza la distribuzione della temperatura.
Il ricircolo forzato dell’aria calda è una delle caratteristiche più importanti di un moderno forno di tempra. Le ventole ad alta velocità fanno circolare l'aria riscaldata attraverso i pezzi, eliminando la stratificazione della temperatura. Senza ricircolo, la parte superiore di un forno carico può essere 30–50°C più calda della parte inferiore. Un sistema di ventilazione a ricircolo garantisce l'uniformità della temperatura entro ±5°C o migliore sull'intero carico.
Le termocoppie (tipicamente di tipo K o di tipo N) monitorano la temperatura in più punti del forno. Un controller PID (proporzionale-integrale-derivativo) o un controller logico programmabile (PLC) gestisce gli elementi riscaldanti in base al feedback della termocoppia. I sistemi di fascia alta incorporano registratori di dati che registrano ogni ciclo per la tracciabilità: un requisito negli standard di trattamento termico aerospaziale (AMS 2750) e automobilistico.
A seconda dei requisiti applicativi, un forno di tempra può funzionare in aria, azoto o atmosfera endotermica protettiva. Il controllo dell'atmosfera previene l'ossidazione superficiale e la decarburazione durante la tempra, particolarmente importante per i componenti in acciaio per utensili di precisione e gli anelli dei cuscinetti.
I pezzi possono essere caricati manualmente su vassoi o automaticamente tramite trasportatori, rulli o sistemi di spinta. I forni per tempra batch gestiscono carichi individuali, mentre i forni per tempra continua, come i forni a suola a rulli o a nastro, lavorano le parti in un flusso costante, adatto per operazioni ad alto volume come la produzione di elementi di fissaggio, molle o cuscinetti.
I forni per rinvenimento sono disponibili in diverse configurazioni, ciascuna adatta a diversi volumi di produzione, geometrie delle parti e requisiti di processo. La scelta del tipo giusto ha un impatto diretto sull'efficienza energetica, sulla produttività e sull'uniformità della temperatura.
| Tipo di forno | Modalità operativa | Intervallo di temperatura tipico | Più adatto per |
|---|---|---|---|
| Forno per rinvenimento in scatola/batch | Lotto | 150–700°C | Utensili, matrici, tipi di pezzi misti |
| Forno a pozzo/tempra verticale | Lotto | 150–650°C | Alberi lunghi, barre, aste |
| Forno per tempra a nastro a rete | Continuo | 150–500°C | Piccole parti: elementi di fissaggio, cuscinetti, molle |
| Forno a focolare a rulli | Continuo | 200–700°C | Pezzi piatti di grandi dimensioni, stampati automobilistici |
| Forno per la tempra del fondo dell'auto | Lotto | 200–700°C | Forgiati pesanti, grandi componenti industriali |
| Forno per tempera a bagno di sale | Lotto | 150–600°C | Tempra rapida e uniforme di pezzi di precisione |
Tra questi, l' forno per rinvenimento di nastri a rete è il più diffuso negli ambienti di produzione di massa. Una linea di forni a nastro a maglia singola può lavorare centinaia di chilogrammi di pezzi all'ora, rendendola la spina dorsale delle operazioni di trattamento termico di cuscinetti e dispositivi di fissaggio in tutto il mondo.
La variabile più influente nel processo di tempera è la temperatura. All'interno del forno di rinvenimento, la temperatura selezionata determina direttamente il compromesso tra durezza e tenacità. All’aumentare della temperatura di rinvenimento, la durezza diminuisce e la tenacità aumenta, ma la relazione non è lineare e dipende fortemente dalla composizione della lega.
Per un comune acciaio a medio carbonio come AISI 4140, ecco come la temperatura di rinvenimento influisce sulla durezza Rockwell (HRC) dopo la tempra in olio:
| Temperatura di rinvenimento (°C) | Durezza (HRC) | Applicazione tipica |
|---|---|---|
| 150–175 | 57–60 | Utensili da taglio, superfici soggette ad usura |
| 200–250 | 52–57 | Cuscinetti, boccole |
| 300–350 | 45–52 | Molle, utensili manuali |
| 400–450 | 38–45 | Ingranaggi, alberi, bielle |
| 550–600 | 28–35 | Componenti strutturali, recipienti a pressione |
| 650–700 | 20–28 | Forgiati ad alta tenacità, macchinari pesanti |
Un fenomeno importante di cui essere consapevoli è infragilimento del temperamento — una riduzione della resilienza che si verifica quando alcuni acciai legati vengono temperati nell'intervallo 250–400°C (intervallo di fragilità blu) o raffreddati lentamente a 375–575°C. I forni di rinvenimento utilizzati per gli acciai legati sono spesso programmati per evitare questi intervalli di temperatura o per raffreddarsi rapidamente attraverso di essi per prevenire l'infragilimento. Ecco perché è importante programmare con precisione il forno: non solo raggiungere una temperatura target, ma gestire la velocità e il percorso del cambiamento di temperatura.
I forni per rinvenimento sono presenti praticamente in ogni settore che fa affidamento su parti in acciaio temprato. Il processo di tempra non è facoltativo per la maggior parte dei componenti tecnici: è un passaggio obbligatorio che fa la differenza tra una parte che funziona in modo affidabile in servizio e una che si frattura sotto carico.
Il settore automobilistico è tra i maggiori consumatori di capacità di tempera a livello mondiale. Ingranaggi, alberi a gomiti, alberi a camme, bielle, semiassi, molle per valvole e componenti di trasmissione passano tutti attraverso forni di rinvenimento come parte del loro percorso di produzione. Una moderna autovettura contiene centinaia di parti in acciaio trattato termicamente e molte di esse richiedono la tempra per raggiungere il giusto equilibrio tra resistenza alla fatica e resistenza agli urti. I forni di rinvenimento a nastro continuo o a suola a rulli funzionanti 24 ore al giorno sono apparecchiature standard negli stabilimenti di fornitori automobilistici ad alto volume.
Gli anelli dei cuscinetti e gli elementi volventi richiedono una tempra molto precisa, tipicamente nell'ordine di 150–180°C , per raggiungere la durezza target di 58–64 HRC eliminando l'austenite trattenuta e garantendo la stabilità dimensionale. Anche una deviazione di 10°C dalla temperatura di rinvenimento specificata può far sì che la durezza scenda al di fuori della tolleranza. Questo è il motivo per cui i produttori di cuscinetti investono molto nella qualificazione dei forni e nei sistemi di forni di tempra conformi a AMS 2750 / CQI-9.
Gli utensili da taglio in acciaio rapido (HSS) sono generalmente temperati 540–560°C - un processo chiamato rinvenimento ad indurimento secondario - eseguito due o tre volte per convertire l'austenite trattenuta e sviluppare carburi secondari che forniscono durezza rossa. Gli acciai per utensili per lavorazione a freddo come l'acciaio per stampi per lavorazione a caldo D2 o H13 sono temperati a diversi intervalli di temperatura per ottimizzare le loro proprietà di servizio specifiche. I forni per tempra box batch sono la scelta più comune per le officine di utensili e stampi grazie alla loro flessibilità nella gestione di pezzi di varie dimensioni.
I componenti del carrello di atterraggio, gli elementi di fissaggio, i telai strutturali e le parti del motore richiedono tutti la tempra in condizioni rigorosamente controllate. La tempera aerospaziale deve essere conforme alle specifiche AMS 2759, che definiscono gli intervalli di temperatura consentiti, i tempi di attesa, le posizioni delle termocoppie e i requisiti di registrazione. I forni di rinvenimento utilizzati nel settore aerospaziale sono generalmente dotati di termocoppie multiple, sistemi di controllo ridondanti e registrazione del ciclo completamente automatizzata con tracciabilità digitale.
Le molle delle valvole, le molle delle sospensioni e le molle industriali sono temperate a circa 380–450°C per ottimizzare il loro limite elastico e la vita a fatica. I forni per rinvenimento a nastro a maglia continua sono ideali in questo caso poiché il filo per molle o le molle elicoidali possono fluire in grandi quantità. Un corretto rinvenimento migliora la resistenza alla fatica allentando le tensioni residue introdotte durante i processi di avvolgimento e pallinatura.
Questi tre tipi di forni vengono tutti utilizzati per il trattamento termico, ma servono a scopi metallurgici fondamentalmente diversi. Confonderli porta a significativi errori di processo e parti scartate.
La distinzione fondamentale è che viene sempre utilizzato un forno di tempra dopo indurimento, come passo correttivo. In genere vengono eseguite la ricottura e la normalizzazione prima indurimento finale, come fasi preparatorie. Anche gli intervalli di temperatura operativa differiscono in modo significativo: il rinvenimento rimane al di sotto dei 700°C, mentre la ricottura e la normalizzazione spesso operano al di sopra degli 800–950°C.
Per temperare correttamente è necessario qualcosa di più della semplice impostazione di un quadrante. Diversi parametri interagenti devono essere gestiti simultaneamente per ottenere il risultato desiderato in modo coerente.
Le indagini sull'uniformità della temperatura (TUS), come richiesto da AMS 2750 e standard simili, misurano la distribuzione effettiva della temperatura nella zona di lavoro del forno utilizzando più termocoppie calibrate. I forni sono classificati in classi di precisione in base alla loro uniformità: Classe 2 (±6°C) and Classe 3 (±8°C) sono comuni per le parti di precisione, mentre la Classe 5 (±14°C) può essere accettabile per applicazioni meno critiche. L’inadeguata uniformità della temperatura è una delle principali cause di scarti dei lotti di trattamento termico.
Il tempo di immersione viene calcolato in base allo spessore della sezione: una regola pratica comune è 1 ora per pollice (25 mm) di sezione trasversale , con un minimo di 1 ora. Un tempo di assorbimento insufficiente lascia tensioni residue nel nucleo delle sezioni spesse. Un tempo di immersione eccessivo a temperature superiori a 500°C per alcuni acciai legati rischia l'infragilimento da rinvenimento o la crescita del grano. Entrambi gli estremi degradano le prestazioni.
Il sovraccarico di un forno di tempra o l'impilamento di parti ostacola fortemente il flusso d'aria e crea gradienti di temperatura all'interno del carico. Le parti devono essere disposte in modo da consentire un'adeguata circolazione dell'aria. I dispositivi per cestelli o vassoi vengono spesso utilizzati per mantenere la separazione tra le parti. Nei forni continui, la densità di carico del nastro (kg/m²) è un parametro di processo critico.
Per le parti in cui l'integrità della superficie è fondamentale, come ingranaggi di precisione o piste di cuscinetti, un'atmosfera neutra o leggermente riducente previene l'ossidazione e la decarburazione durante la tempra. Le atmosfere di azoto o azoto-metanolo sono comunemente utilizzate nei forni di tempra ad atmosfera controllata. Le parti temprate all'aria aperta ad alte temperature possono sviluppare strati di ossido superficiale che devono essere rimossi mediante granigliatura o burattatura, aumentando costi e tempi di ciclo.
Per la maggior parte degli acciai semplici al carbonio e bassolegati, la velocità di raffreddamento dopo il rinvenimento ha un impatto minimo sulle proprietà finali. Tuttavia, per alcuni acciai legati, in particolare quelli contenenti Mn, Cr, Ni o P, il raffreddamento lento fino a 375–575°C provoca infragilimento da rinvenimento, ovvero un drastico calo della tenacità all'intaglio. Questi acciai devono esserlo acqua o olio spento dopo la tempera per aggirare rapidamente questo intervallo.
I costi energetici rappresentano una frazione significativa delle spese operative in qualsiasi impianto di trattamento termico. I moderni design dei forni per rinvenimento incorporano molteplici strategie per ridurre il consumo energetico senza compromettere le prestazioni metallurgiche.
Alcuni sistemi avanzati di forni a tempra continua ora raggiungono il consumo energetico specifico riportato di seguito 0,15 kWh per chilogrammo di acciaio lavorato — un miglioramento significativo rispetto ai modelli precedenti che consumavano 0,25–0,35 kWh/kg.
Anche con un forno di tempra adeguatamente progettato, gli errori di processo possono introdurre difetti che compromettono le prestazioni del pezzo. Comprendere questi difetti e le loro cause principali aiuta gli operatori a impostare e mantenere correttamente il processo di tempra.

TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK12120 TK-12120 MACCHINA PER AVVOLGIMENTO MOLLA CNC 12 ASSI ...
See Details
TK-6160 MACCHINA PER ARROTOLARE MOLLA CNC TK-6160 ...
See Details
TK-6120 MACCHINA PER ARROTOLARE MOLLA CNC TK-6120 ...
See Details
TK-5200 MACCHINA PER AVVOLGIMENTO MOLLA CNC TK-5200 5 ASSI ...
See Details
TK-5160 TK-5160 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See Details
TK-5120 TK-5120 MACCHINA PER AVVOLGIMENTO MOLLA CNC A 5 ASSI ...
See DetailsCodice QR mobile

 Language
Language  中文简体
中文简体

