A causa della limitazione della struttura del prodotto della fabbrica di molle, la molla multistrato ha solitamente caratteristiche di elevata resistenza e buone prestazioni. La fabbrica delle molle indica le proprietà dei materiali per garantire la resistenza e la tenacità della molla.
Le molle prodotte dai produttori di molle dovrebbero prestare attenzione a quanto segue durante la lavorazione:
1. Il diritto di supporto può scegliere metodi caldi e freddi in base ai requisiti del prodotto. Il metodo a caldo non consente alla molla di riscaldarsi, scintillare o diventare bianca e la temperatura dell'acciaio al silicio-manganese non può superare 850. L'anello di supporto e l'anello effettivo sono in contatto effettivo e la distanza tra loro non deve superare il 10% della distanza nominale tra due spire.
2. Le caratteristiche della molla multifilo possono essere determinate regolando il binario e la distanza del cavo può essere regolata durante l'avvolgimento. La lunghezza di avvolgimento può essere da 3 a 14 volte il diametro del filo di acciaio, ma generalmente si consiglia da 8 a 13 volte. Inoltre, la forza della molla è strettamente correlata all'altezza libera, alla bobina parallela, al diametro esterno e alle proprietà del filo e può essere modificata regolandone uno o più.
3. Le molle senza fonte di supporto e le molle con diametri di filo di acciaio troppo sottili non possono essere saldate alla testa della molla, ma i fili di acciaio terminali non possono essere ovviamente allentati e sbavati. La lunghezza della parte saldata della testa della molla multifilo da saldare non deve superare 3 volte. La lunghezza del riscaldamento dovrebbe essere inferiore a un cerchio e dovrebbe essere liscia dopo la saldatura. Durante la saldatura a gas, la parte saldata deve essere ricotta a bassa temperatura.
4. Fabbrica di molle: generalmente, il trattamento superficiale delle molle richiede solo un trattamento di fosfatazione e sono disponibili anche altri trattamenti. Durante la galvanoplastica di zinco e cadmio, deidrogenazione dopo la galvanica. Dopo la deidrogenazione, testare il 3% (entro 3 volte) e ripetere il test; la ripetizione del test non può essere interrotta. Le molle devono essere pulite da sporco superficiale, tracce di sale e incrostazioni. Questo metodo può pulire la sabbia o la benzina, ma non può utilizzare il lavaggio acido.
5. Sede della fabbrica della molla: il tempo di compressione della molla è di 24 ore e generalmente la molla viene mantenuta per 6 ore o compressa continuamente 3~5 volte, ogni volta per 3~5 secondi. Quando è serrato, la distanza tra la molla e il mandrino è preferibilmente pari al 10% del diametro del mandrino. Se la spaziatura è troppo piccola, sarà difficile da utilizzare. Se la distanza è troppo grande, la molla è facile da piegare. Quando è stretto, se una molla cede, il resto deve essere rielaborato.
6. Per le molle multitrefolo con un valore H0/D2 elevato, è necessario prestare attenzione alla deformazione durante il trattamento termico, all'eventuale usura del mandrino, al metodo di posizionamento e alla selezione dell'attrezzatura adeguata per il trattamento termico. Gli esperti della fabbrica di molle suggeriscono che, a condizione di riciclabilità, è possibile eseguire più rinvenimenti e pressature a caldo per raggiungere lo scopo.
La maggior parte dei materiali per molle prodotti dalla nostra azienda hanno diversi gradi di elasticità. Dopo la piegatura, il prototipo può essere ripristinato con grande forza.
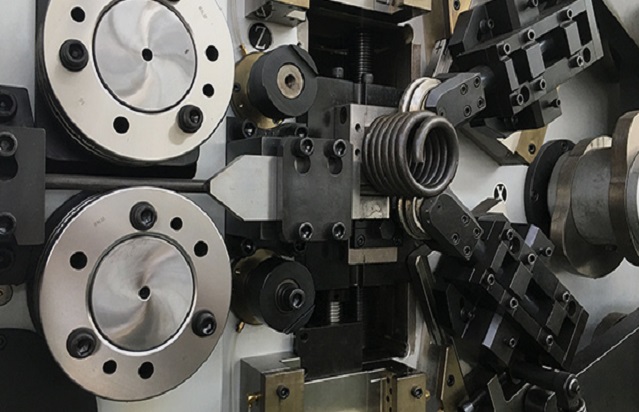
Se vuoi saperne di più sulla macchina a molla, consulta
Zhejiang Onnipotente Spring Machine Co.,ltd . per i dettagli!








 Language
Language  中文简体
中文简体

